Un pedido crítico sale de fábrica con una desviación dimensional pequeña. En plano parece asumible. En obra, no encaja con la estructura auxiliar, bloquea el montaje de un módulo, retrasa oficios siguientes y obliga a decidir deprisa si retrabajar, sustituir o aceptar un parche. Ahí es donde un problema de producción deja de ser “industrial” y pasa a ser un problema de plazo, coste, certificación y reputación.
En construcción modular y hospitalaria esto ocurre más de lo que muchos equipos admiten. No siempre por mala fe del proveedor. A veces falla la previsión de materiales. Otras, cambia una materia prima sin control real. En importación, el riesgo sube porque compras, calidad, logística y cumplimiento normativo quedan repartidos entre varios actores que no siempre comparten el mismo nivel de exigencia.
Cuando falta control producción fábrica, la obra trabaja a ciegas. Compras cree que el pedido está bajo control porque hay un certificado. Producción asegura que todo sigue el plan. Calidad recibe documentación incompleta. Y el jefe de proyecto descubre el problema cuando ya está en tránsito o, peor, cuando el material está en obra.
La forma de evitarlo no es pedir más papeles sin más. Es implantar un sistema que una planificación, inspección, trazabilidad y reacción temprana. Un sistema que permita detectar desajustes antes de que se conviertan en retrasos contractuales o en no conformidades en instalación.
Tabla de contenidos
- Introducción Por qué un error en fábrica arruina su proyecto
- Fundamentos del Control de Producción en Fábrica
- KPIs Esenciales para un Control de Producción Eficaz
- Diseño de Planes de Control e Inspección de Calidad
- Auditoría de Proveedores y Gestión de Importaciones desde Asia
- Trazabilidad y Digitalización del Proceso Productivo
- Checklist Operativo para Auditar su Control de Producción
Introducción Por qué un error en fábrica arruina su proyecto
Un fallo de fábrica rara vez se queda en fábrica. En modular, se traslada al montaje. En hospitalario, afecta a instalaciones, validaciones y coordinación de oficios. En compras, se convierte en urgencias, discusiones sobre responsabilidades y presión sobre proveedores alternativos que no estaban planificados.
Lo delicado es que muchos errores parecen pequeños cuando nacen. Un lote mezclado. Una referencia similar pero no idéntica. Un embalaje mal identificado. Un cambio de proveedor de componente sin actualización documental. Ninguno de esos fallos suena catastrófico por sí solo. Pero juntos rompen la secuencia de suministro.
Un proyecto no se descarrila por un gran desastre visible. Se descarrila por una cadena de pequeños fallos que nadie detectó a tiempo.
En proyectos con importación desde Asia, el problema se agrava porque el comprador español no suele ver el proceso real de fabricación. Ve ofertas, muestras, certificados y fechas comprometidas. Lo que no ve es si la línea tiene estabilidad, si el control de materia prima es consistente o si la fábrica separa de verdad los lotes no conformes.
Por eso el control producción fábrica no debe tratarse como una formalidad de calidad. Es una disciplina de reducción de riesgo. Sirve para responder preguntas muy concretas: qué se está fabricando, con qué materiales, bajo qué criterio de aceptación, quién lo ha verificado, qué se hace si falla y cómo queda registrado para que compras, obra y calidad tomen decisiones con evidencia.
Cuando ese sistema existe, el proyecto gana margen de maniobra. Cuando no existe, cualquier incidencia se descubre tarde. Y en obra, descubrir tarde casi siempre sale caro.
Fundamentos del Control de Producción en Fábrica
El control producción fábrica no consiste en “vigilar” una planta. Consiste en gobernar el proceso para que el producto salga conforme, en plazo y con un coste controlado. Eso exige método, registros y criterios de decisión. Si la obra fuera un edificio, este control sería la combinación de planos, supervisión de ejecución y pruebas que confirman que lo construido responde a la especificación.
La base del enfoque moderno no nace de la intuición. En España, la base histórica del control de producción en fábrica está ligada a la estadística de calidad, apoyándose en el análisis estadístico de datos, el control del proceso, la capacidad de procesos y los planes de muestreo, pilares que permiten pasar de una inspección final a una gestión preventiva del proceso, tal como recoge la documentación académica sobre control de calidad industrial.

Controlar no es inspeccionar al final
La diferencia entre una fábrica madura y una fábrica reactiva suele verse aquí. La reactiva fabrica primero y revisa después. Si detecta fallos, clasifica, retrabaja o discute. La madura define puntos de control durante el proceso, limita la variabilidad y deja evidencia de lo que hace.
Esa diferencia cambia la conversación con el proveedor. Ya no basta con preguntar si “revisan calidad”. Hay que entender:
- Qué variables controlan durante la producción, no solo al final.
- Qué registros generan por orden, lote o referencia.
- Qué criterio usan para parar, corregir o segregar material.
- Qué persona decide cuando una pieza queda fuera de tolerancia.
Regla práctica: si un proveedor solo puede enseñarle el informe final, no le está enseñando su control. Le está enseñando su resultado.
Los tres objetivos que importan en obra
En la práctica, este sistema se sostiene sobre tres objetivos inseparables.
| Objetivo | Qué se busca | Qué ocurre si falla |
|---|---|---|
| Calidad | Conformidad con plano, ficha técnica y uso previsto | Retrabajo, rechazo, incidencias en montaje |
| Plazo | Secuencia de fabricación y entrega alineada con obra | Paradas, reprogramación, urgencias logísticas |
| Coste | Producción estable, sin desperdicio ni compras improvisadas | Sobrecoste por sustitución, stock sobrante o transporte urgente |
En construcción, muchas no conformidades no provienen de una pieza “mala” en términos absolutos, sino de una pieza incorrecta para ese proyecto. Ahí entra la disciplina documental. Referencia exacta, revisión de plano, acabado aprobado, embalaje identificado y trazabilidad mínima por lote.
Un buen control producción fábrica no elimina todos los fallos. Sí evita que un fallo aislado se convierta en un problema sistémico. Y eso, en supply chain, marca la diferencia entre gestionar y apagar incendios.
KPIs Esenciales para un Control de Producción Eficaz
Un proveedor puede tener una planta ordenada, una presentación correcta y un responsable comercial convincente. Ninguno de esos elementos basta para evaluar su fiabilidad operativa. Para eso hacen falta KPIs. No como decoración de PowerPoint, sino como señales de diagnóstico.
Este panel resume los indicadores que suelen entrar en cualquier conversación seria de rendimiento industrial.

Qué le dice cada KPI sobre su proveedor
OEE. Aunque cada fabricante lo calcule con su propio nivel de detalle, sirve para entender si el equipo productivo está disponible, rinde como debe y produce con calidad. Si un proveedor habla de capacidad pero no mide paradas, rendimiento real y producto bueno, su planificación suele estar inflada.
FPY o First Pass Yield. Indica si las unidades salen bien a la primera. En términos prácticos, muestra cuánto retrabajo oculta el proceso. Un FPY débil suele anticipar dos cosas: plazos menos fiables y calidad más dependiente del inspector final que del proceso.
Scrap o tasa de rechazo. Ayuda a detectar desperdicio material y pérdida de estabilidad. En sectores con acabados visibles, chapa, sanitarios técnicos o componentes de instalación, una tasa de rechazo elevada no solo afecta coste. También puede tensionar aprovisionamiento si la materia prima o el componente importado tiene reposición lenta.
OTIF. Es el KPI que más interesa a obra porque combina entrega a tiempo y completa. Un proveedor puede llegar en fecha con el pedido incompleto, o completo fuera de fecha. En ambos casos, el impacto operativo existe.
Tiempo de ciclo. No sirve solo para producción. También revela si la promesa comercial encaja con la realidad de la línea. Si el ciclo real es inestable, el riesgo de reprogramación sube aunque la fábrica tenga buena imagen.
A nivel de gestión, estos indicadores ganan valor cuando se visualizan con criterio. Para equipos que necesitan traducir datos de planta en decisiones de compras y operaciones, merece la pena revisar cómo optimizar el crecimiento con BI y convertir métricas dispersas en un cuadro de mando útil para dirección, compras y obra.
El seguimiento visual también ayuda a alinear a varias áreas. Este vídeo ilustra cómo pensar el rendimiento productivo desde una lógica de indicadores y control operativo.
Cómo usar los KPIs sin caer en cuadros de mando decorativos
El error más frecuente no es medir poco. Es medir mucho y decidir mal. He visto proveedores reportar indicadores impecables y, al mismo tiempo, fallar en lo que más importa: lote correcto, documentación correcta y secuencia correcta.
Conviene trabajar los KPIs como preguntas de auditoría:
- Si baja el OEE, pregunte qué tipo de pérdidas dominan. Paradas, lentitud o defectos.
- Si el FPY fluctúa, revise cambios de turno, utillaje, materia prima o instrucciones de trabajo.
- Si el scrap sube, no se quede en el dato. Pida clasificación por causa.
- Si el OTIF falla, confirme si el problema está en compras, fabricación, embalaje o expedición.
- Si el tiempo de ciclo cambia demasiado, cuestione la estabilidad del plan maestro.
Un KPI aislado rara vez da una respuesta. Un patrón de KPIs sí permite ver dónde se está rompiendo el proceso.
En materiales de obra, además, hay que unir el dato de producción con la política de stock. Si el proveedor tiene plazos variables o dependencias de suministro largas, calcule su colchón con criterio. Esta guía sobre cómo calcular stock de seguridad resulta útil para conectar riesgo de abastecimiento con decisiones de cobertura, especialmente en referencias críticas para montaje.
Diseño de Planes de Control e Inspección de Calidad
La calidad no se asegura con una frase del tipo “hacemos inspección final”. Se asegura con un plan. Un plan de control útil define qué se controla, en qué fase, con qué método, quién lo verifica, cómo se registra y qué ocurre cuando el resultado no cumple.
En fábrica, el plan de control debe nacer del riesgo. No todos los puntos del proceso merecen el mismo esfuerzo. Un componente estructural, una pieza con tolerancia de ensamblaje o un elemento con exigencia sanitaria requieren un nivel de verificación distinto al de un consumible auxiliar.

Cuándo conviene inspección total y cuándo muestreo
No todo debe inspeccionarse al cien por cien. Tampoco todo puede dejarse a muestreo.
Use inspección total cuando el fallo tenga impacto alto en seguridad, ensamblaje, funcionalidad o coste de sustitución. En modular, eso suele aplicar a piezas críticas de unión, componentes que quedan ocultos tras montaje y elementos cuyo error se detecta demasiado tarde en obra.
Use muestreo cuando el proceso sea estable, el lote sea homogéneo y el defecto no implique un riesgo desproporcionado. El muestreo bien diseñado ahorra tiempo y coste, pero solo funciona si el proceso previo está bajo control y si el criterio de aceptación está definido.
Una forma práctica de decidir es esta:
| Situación | Método más prudente |
|---|---|
| Pieza crítica para montaje o seguridad | Inspección total |
| Primer lote de un proveedor nuevo | Inspección reforzada |
| Producción repetitiva con historial estable | Muestreo |
| Cambio reciente de materia prima o utillaje | Inspección ampliada |
| Reposición urgente de lote anterior | Verificación específica de equivalencia |
Cómo se construye un plan de control útil
Un plan serio no necesita ser complejo. Necesita ser claro y ejecutable. Estos son los bloques que conviene exigir.
Mapa del proceso
Antes de definir controles, hay que entender el flujo real. Recepción de materia prima, transformación, submontaje, acabado, embalaje y expedición. Si el proveedor no puede dibujar su proceso, difícilmente podrá controlarlo.Puntos críticos de control
No los marque por costumbre. Márquelos donde un error se vuelve caro de detectar o corregir. Un ejemplo clásico es el corte y mecanizado previo a pintura o ensamblaje. Si ahí se cuela un error, el retrabajo posterior multiplica coste y plazo.Método de inspección
Visual, dimensional, funcional o documental. No mezcle criterios. Un defecto visual no se trata igual que una falta de conformidad documental o una desviación funcional.Frecuencia y responsable
“Se revisa cuando se puede” no es un plan. Debe quedar definido si la revisión es por inicio de turno, por lote, por orden, por cambio de utillaje o por porcentaje de producción, además del responsable de ejecutarla y registrarla.Criterio de reacción
El mejor plan falla si no dice qué hacer ante un desvío. Hay que dejar claro cuándo se para proceso, cuándo se segrega lote, quién aprueba retrabajo y cómo se documenta la no conformidad.
Si un proveedor detecta fallos pero mezcla producto conforme y no conforme en la misma zona, no tiene un problema de inspección. Tiene un problema de disciplina operativa.
Dónde se rompe el sistema aunque el plan sea bueno
Aquí aparece un error muy típico en compras. Se aprueba un plan de control correcto, pero se deja fuera la planificación industrial. Y cuando falla la planificación, el control también se degrada.
En un sistema de control de producción en fábrica, la combinación de MPS/MRP, routing, loading y dispatching reduce el riesgo de desajustes entre demanda y capacidad. Cuando falla la previsión o el cálculo de materiales, el impacto se propaga, aumentando rupturas de stock y paradas por falta de componentes, como explica este análisis sobre planificación y control de producción industrial.
Eso se traduce en problemas muy conocidos en obra:
- Cambio improvisado de componente porque falta el originalmente aprobado.
- Lotes fabricados a medias por ausencia de una pieza secundaria.
- Secuencias alteradas que fuerzan expediciones parciales.
- Inspecciones apresuradas porque producción intenta recuperar retraso.
Un plan de control solo funciona de verdad cuando compras, planificación y calidad comparten la misma realidad. Si cada área opera con su propia versión de la verdad, el documento existe pero el control no.
Auditoría de Proveedores y Gestión de Importaciones desde Asia
Cuando una compra viene de Asia, la distancia multiplica los puntos ciegos. La muestra puede ser correcta y la producción masiva no. El certificado puede estar vigente y el proceso real haber cambiado. El comercial puede confirmar que todo va según plan y, sin embargo, la fábrica estar subcontratando parte del pedido sin avisar.
El certificado no sustituye la verificación en planta
Una de las brechas más peligrosas para compradores españoles está entre el certificado CPF y el control operativo real. La conformidad documental acredita procedimientos y evidencias, pero no siempre responde a cómo se auditan cambios de materia prima o cómo se bloquean lotes no conformes en compras internacionales, tal como refleja este certificado y su enfoque documental.
Eso no convierte el certificado en inútil. Lo sitúa en su sitio. Sirve como base. No sustituye la auditoría de proceso.
En una auditoría de proveedor para modular u hospitalario, lo importante no es solo confirmar que existe un procedimiento. Lo importante es comprobar que se ejecuta de forma consistente. El auditor debe caminar el proceso, revisar trazabilidad de materiales, observar segregación de producto no conforme y contrastar si la versión documental coincide con la práctica en planta.
Banderas rojas que conviene detectar antes de comprar
La mayoría de incidencias graves dejan señales previas. El problema es que muchos equipos las interpretan como detalles menores.
Estas son algunas banderas rojas habituales:
- Muestra impecable, producción desordenada. Suele indicar que el proveedor cuida el prototipo pero no domina la repetibilidad.
- Cambios de materia prima poco trazados. Muy común cuando el proveedor compra por precio y no por especificación cerrada.
- Registros incompletos o rehechos. Si la documentación parece reconstruida, desconfíe.
- Áreas de rechazo sin separación real. Mezclar material conforme y no conforme es una fuente clásica de errores de expedición.
- Dependencia excesiva de una persona clave. Si solo una persona “sabe cómo se hace”, el proceso es frágil.
- Subcontratación opaca. Muchas incidencias nacen fuera de la fábrica que figura en la oferta.
En importación, el riesgo no está solo en el producto. Está en los traspasos de responsabilidad entre quien compra, quien fabrica, quien inspecciona y quien embarca.
Para reducir ese riesgo conviene estructurar la operación desde el inicio, incluyendo auditoría, validación de proveedor y seguimiento de fabricación. En compras complejas, una referencia útil es esta guía sobre importar materiales de construcción desde China, especialmente para aterrizar requisitos logísticos y de control previos al embarque.
Qué evidencias pedir antes de liberar producción
Antes de dar luz verde a producción en serie, pida evidencia que permita contrastar capacidad real y disciplina operativa.
No hace falta montar una auditoría interminable. Sí hace falta pedir lo correcto:
- Lista de materias primas y componentes críticos con identificación de proveedor.
- Plano aprobado y revisión vigente usada en producción.
- Registro de primera pieza o validación de arranque.
- Instrucciones de trabajo visibles en puesto.
- Trazabilidad por lote u orden en proceso y embalaje.
- Gestión de no conformidades con ejemplo real reciente.
- Plan de inspección previa al embarque con criterios de aceptación claros.
En operaciones de aprovisionamiento técnico, actores como Mobel Suministros S.L. pueden intervenir como apoyo de compras para búsqueda de proveedor, validación de prototipos, control de producción y logística puerta a puerta, algo útil cuando el promotor o la constructora no tiene equipo propio en origen.
Trazabilidad y Digitalización del Proceso Productivo
La trazabilidad útil no es un archivo PDF al final del pedido. Es la capacidad de seguir el rastro de una referencia desde la materia prima hasta la entrega en obra, y de reconstruir qué ocurrió si aparece una incidencia. En hospitalario y modular eso no es burocracia. Es una condición para decidir rápido y bien.
De la carpeta compartida al dato útil
El modelo antiguo trabaja con correos, hojas de cálculo y carpetas compartidas. Funciona mientras el volumen es bajo y los cambios son pocos. En cuanto entran revisiones de plano, varios proveedores, lotes parciales y fechas cruzadas, ese sistema deja de dar control real.
El enfoque actual se apoya en supervisión continua. El control de producción en tiempo real, combinando ERP y MES, ofrece una visibilidad completa del proceso y sustituye el control manual por una supervisión continua con datos fiables y alertas automáticas sobre paradas o desviaciones de calidad, según describe este análisis sobre control de producción en tiempo real.
Eso cambia la capacidad de reacción. Ya no depende de que alguien prepare un informe al final del turno. Permite detectar incidencias en el momento en que afectan a secuenciación, rendimiento o calidad.
Qué debe poder rastrear un comprador técnico
Para que la trazabilidad sirva de verdad, compras y calidad deberían poder responder sin ambigüedad a estas preguntas:
- Qué lote de materia prima entró en el pedido.
- Qué orden de fabricación generó el producto expedido.
- Qué controles se realizaron y con qué resultado.
- Qué incidencia apareció, si la hubo, y cómo se cerró.
- Qué documentación técnica aplica a esa versión exacta del producto.
Cuando esa información está digitalizada, las decisiones mejoran. El comprador deja de pedir “todo el dossier” y pide el dato exacto que necesita. El jefe de obra deja de discutir sobre hipótesis y contrasta hechos. El responsable de calidad puede aislar un problema sin bloquear toda la cadena.
Un punto práctico. La digitalización solo funciona si la base técnica está ordenada. Las fichas técnicas de materiales deben estar accesibles, actualizadas y alineadas con la referencia comprada, porque una trazabilidad brillante apoyada en documentación técnica confusa sigue generando errores.
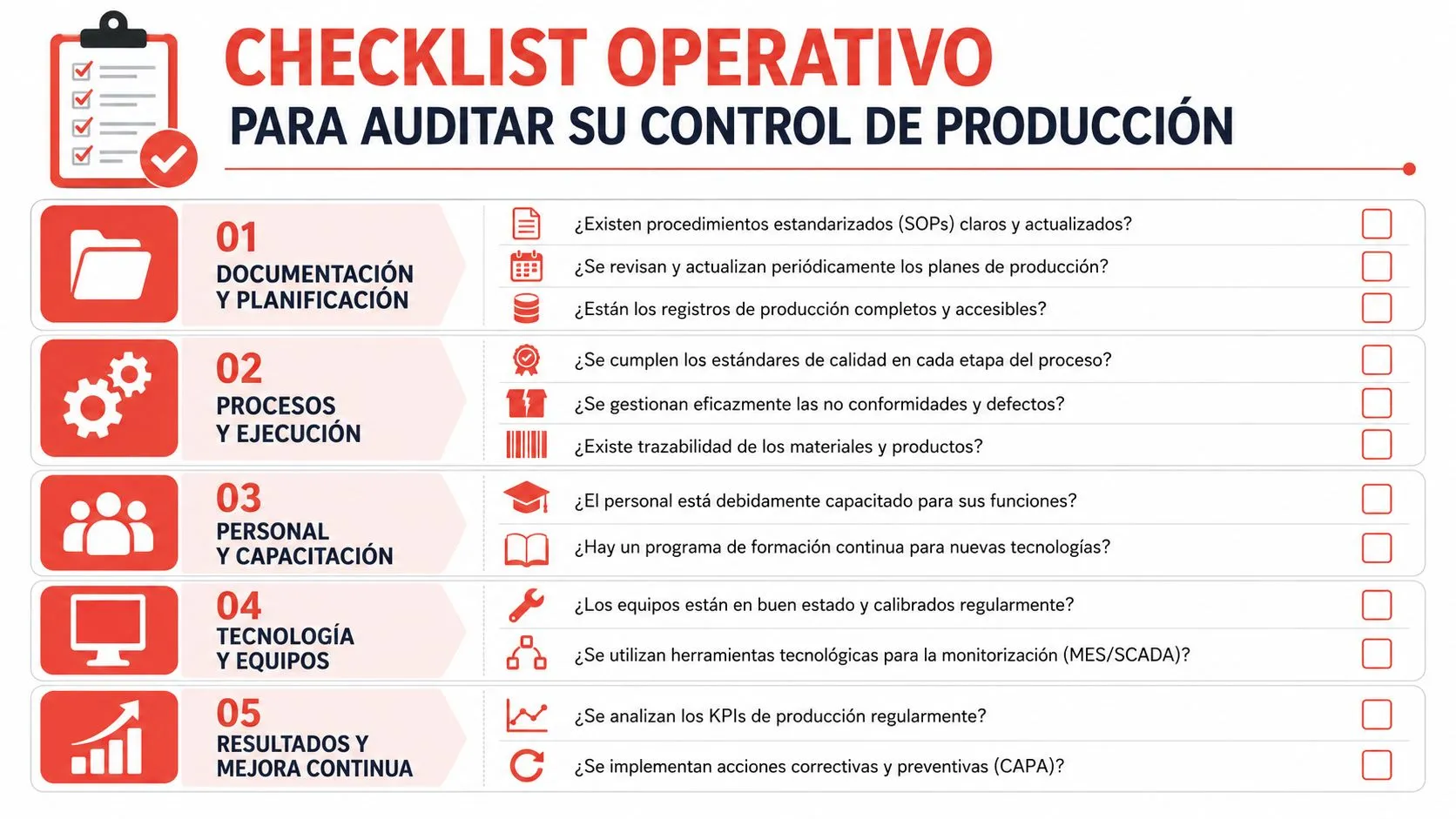
Checklist Operativo para Auditar su Control de Producción
Una auditoría eficaz no depende de una plantilla bonita. Depende de hacer preguntas incómodas y de pedir evidencias verificables. Aun así, una checklist bien diseñada ayuda a que compras, calidad y operaciones hablen el mismo idioma.
La tendencia del sector apunta a controles más activos y menos dependientes del muestreo final. Tecnologías como el control de ángulo en plegadoras CNC corrigen desviaciones en tiempo real y apuntan hacia sistemas de mayor precisión, aunque sigue faltando análisis específico sobre retorno de inversión en España, como recoge este contenido sobre control de ángulo en fabricación.
Antes de adjudicar
Empiece por evaluar si el proveedor tiene sistema o solo buena disposición.
- Procedimientos definidos. ¿Existen instrucciones de trabajo, criterios de inspección y control de cambios documentados?
- Capacidad visible. ¿La planta, maquinaria y secuencia de proceso encajan con el volumen y la complejidad del pedido?
- Control de compras. ¿Puede demostrar cómo aprueba y sustituye materias primas o componentes?
- KPIs operativos. ¿Mide rendimiento, rechazos, retrabajos y cumplimiento de entrega con regularidad?
- Trazabilidad mínima. ¿Puede relacionar un lote expedido con una orden de fabricación concreta?
Durante la fabricación
Aquí es donde se separa el proveedor ordenado del proveedor improvisado.
- Primera pieza validada. Confirme que el arranque se revisa antes de liberar producción en serie.
- Segregación real. Compruebe si el material no conforme está identificado y físicamente separado.
- Registros contemporáneos. Revise si los datos se rellenan durante el proceso, no al final de memoria.
- Cambios bajo control. Pregunte qué ocurre si falla un componente, un útil o una materia prima.
- Disciplina visual. Observe etiquetado, orden, identificación de lotes y estado del embalaje.
La auditoría buena no busca una fábrica perfecta. Busca una fábrica predecible.
Antes del embarque o expedición
Muchos problemas nacen en la última milla industrial. La fabricación puede ser correcta y la expedición, un desastre.
Revise este bloque final:
| Punto de verificación | Qué debe confirmar |
|---|---|
| Cantidad | Que el pedido está completo según orden aprobada |
| Referencia | Que código, versión y acabado coinciden |
| Documentación | Que informes, fichas y marcados acompañan al lote correcto |
| Embalaje | Que protege el material y mantiene identificación |
| Etiquetado | Que lote, destino y contenido son legibles y consistentes |
| Liberación | Que alguien con autoridad formal autoriza la salida |
Si tuviera que resumir la checklist en una sola idea, sería esta: un buen control producción fábrica permite demostrar, no solo afirmar, que el pedido cumple. En compras complejas, esa diferencia evita discusiones, acelera decisiones y protege la obra.
Si necesita apoyo para auditar proveedores, validar producción en origen o conectar compras técnicas con fábrica en proyectos modulares y hospitalarios, Mobel Suministros S.L. puede actuar como soporte operativo en aprovisionamiento, control de producción, importación y documentación técnica para obra en España.