Un retraso en obra por una fijación mal especificada casi nunca empieza en el montaje. Empieza mucho antes, en compras, cuando el pedido llega con una tuerca que “parece compatible” pero no responde exactamente a la designación, al recubrimiento o a la clase mecánica que el proyecto necesitaba.
En construcción modular y hospitalaria, ese error pesa más. La presión de plazo es alta, la trazabilidad importa y la tolerancia al retrabajo es baja. Si una unión falla, no solo se pierde tiempo. También se abre un problema de conformidad, de responsabilidad técnica y de coordinación entre obra, ingeniería y supply chain.
La tuerca din 934 no es una pieza menor del expediente. Es un estándar de referencia para asegurar intercambiabilidad, repetibilidad y control en un entorno donde un lote no conforme puede bloquear partidas enteras de fontanería, climatización, soportación o montaje metálico. Por eso conviene tratarla como un componente técnico y logístico a la vez, no como un consumible genérico.
Introducción a la Tuerca DIN 934 en Proyectos Profesionales
Un jefe de obra no suele revisar una tuerca hasta que algo falla. Cuando la llave no entra bien, la rosca no corre como debe o la documentación del lote no cuadra con la prescripción, el problema ya está en obra y el coste ya existe.
La tuerca din 934 se usa precisamente para evitar ese tipo de incidencias. Su valor real no está solo en la forma hexagonal. Está en que define una referencia común entre quien prescribe, quien compra, quien fabrica y quien monta. Si todos hablan el mismo lenguaje técnico, baja el riesgo de recibir material ambiguo o no conforme.

En proyectos con alta rotación de materiales, conviene centralizar la compra de fijaciones dentro de una categoría técnica clara de ferretería industrial para construcción. Eso facilita comparar especificaciones reales, no solo precios unitarios.
Dónde se pierde dinero de verdad
El sobrecoste rara vez está en la tuerca. Está en todo lo que arrastra una mala selección:
- Paradas de montaje por incompatibilidad con tornillería o varilla roscada ya acopiada.
- Reposiciones urgentes con transporte acelerado y menor capacidad de negociación.
- Rechazos documentales cuando falta trazabilidad, clase mecánica o acabado correcto.
- Desviaciones de calidad que fuerzan inspección adicional o reaprietes.
Regla práctica: si una fijación participa en una partida crítica, no la compres como commodity. Cómprala como parte del sistema de unión completo.
En hospitalario y modular esto se nota todavía más. Hay menos margen para improvisar sustituciones y más dependencia de la estandarización. Una referencia bien cerrada evita discusiones entre oficina técnica, compras y contrata cuando el lote ya está en destino.
Qué Es la Tuerca DIN 934 y Su Rol Estratégico
La tuerca din 934 es una tuerca hexagonal de rosca métrica normalizada. Ese dato, que parece básico, es lo que permite que una tuerca fabricada por un proveedor pueda trabajar con tornillería de otro sin convertir la recepción de material en una lotería.
La norma fue publicada originalmente por el Deutsches Institut für Normung en 1941 y adoptada como estándar internacional ISO 4032 en 1973. En la práctica, eso consolidó su función como referencia de intercambiabilidad y calidad. En España, además, no hablamos de una pieza marginal. Según la ficha de producto de Würth España sobre tuerca hexagonal DIN, es la pieza de fijación más utilizada en el sector de la construcción, con una demanda anual estimada en más de 500 millones de unidades, y representa una presencia dominante en usos corrientes de obra y montaje.
Por qué compras no debería tratarla como una referencia genérica
Si en el pedido solo aparece “tuerca hexagonal M12 zincada”, faltan datos. Y cuando faltan datos, el proveedor rellena huecos con lo que tiene disponible. Ahí empiezan los problemas.
Una designación normalizada reduce esa ambigüedad porque fija varios elementos a la vez:
| Elemento | Qué resuelve en compra |
|---|---|
| Norma DIN 934 | Define geometría y compatibilidad básica |
| Métrica | Evita errores de rosca |
| Clase mecánica | Asegura correspondencia con el tornillo o espárrago |
| Grado de producto | Aclara el nivel de precisión dimensional |
| Material y acabado | Alinea durabilidad, corrosión y coste |
No es burocracia. Es control de riesgo.
Su peso específico en modular y hospitalario
En entornos hospitalarios, la fijación suele intervenir en montajes repetitivos, soportes, bandejas, instalaciones y uniones donde la sustitución en obra complica plazos y validaciones. La misma referencia de Würth indica que en obras hospitalarias su consumo creció un 28% en 2022 y que se empleó en el 70% de los ensamblajes de varillas roscadas y tornillos DIN 933 dentro de ese contexto.
Eso tiene una lectura clara para un project manager. Si una pieza participa de forma tan extendida en ensamblajes repetitivos, su especificación no puede dejarse al criterio del último eslabón de la cadena.
Cuanto más repetitiva es una unión, más caro resulta un error pequeño en la referencia.
Qué funciona y qué no funciona
Funciona trabajar con una codificación cerrada en la petición de oferta, validar equivalencias antes de emitir pedido y pedir coherencia entre tornillo, tuerca y recubrimiento.
No funciona comprar por descripción comercial abierta, aceptar “equivalente” sin contraste técnico o mezclar acabados entre partidas que luego deben montarse juntas. Eso genera fricción real en apriete, recepción y mantenimiento.
El valor estratégico de la norma
La tuerca din 934 cumple dos papeles a la vez. Uno técnico y otro logístico.
En lo técnico, ordena tolerancias, geometría y designación. En lo logístico, permite abastecer desde distintos fabricantes sin perder compatibilidad, siempre que el proveedor controle la conformidad real del lote. Para compras internacionales, eso es decisivo. Sin una norma sólida, importar sale barato solo sobre el papel.
Claves Técnicas Dimensiones Tolerancias y Designación
Una especificación correcta empieza por saber leer la designación completa. Si ese dato no se interpreta bien, el resto de la compra se apoya en supuestos.
La norma DIN 934 cubre tuercas hexagonales de rosca métrica en rangos amplios y distingue entre Grado A y Grado B según el tamaño. Según la explicación técnica de la norma DIN 934, el Grado A aplica a tamaños hasta M16 y aporta mayor precisión dimensional, mientras que el Grado B se utiliza en tamaños superiores.
Cómo leer una designación completa
Tome el ejemplo DIN 934-M12-8-A. Cada bloque tiene implicaciones operativas:
- DIN 934 indica la norma de geometría y fabricación.
- M12 define el diámetro nominal de la rosca.
- 8 señala la clase de propiedad mecánica de la tuerca.
- A identifica el grado de producto y, por tanto, el nivel de precisión dimensional.
En compras, esta lectura evita el error clásico de pedir solo la métrica y asumir que todo lo demás “será estándar”. No lo será siempre.
Grado A y Grado B en términos de obra
El Grado A interesa cuando la repetibilidad del montaje es importante. Eso ocurre en estructuras modulares, soportes prefabricados, ensamblajes con tornillería ya preseleccionada y sistemas donde no conviene corregir desviaciones a pie de obra.
El Grado B tiene sentido en tamaños superiores, donde la aplicación admite otra lógica dimensional y el proyecto no exige el mismo nivel de precisión en el ajuste.
Si el montaje depende de rapidez y sustitución directa entre lotes, el grado de producto deja de ser un detalle administrativo.
Altura, llave y ajuste real
En la práctica diaria, tres dimensiones condicionan la experiencia en obra:
- Diámetro nominal de rosca, porque determina con qué tornillo o varilla puede trabajar.
- Ancho entre caras, porque afecta a la herramienta y al acceso.
- Altura de la tuerca, porque influye en el apoyo, el número de hilos comprometidos y la correspondencia con la unión prevista.
La documentación verificada indica que la altura nominal responde aproximadamente a 0,8d, donde d es el diámetro. También cita el ejemplo de 6,4 mm para M8 en el marco de esa relación dimensional aportada por la referencia de Würth ya citada antes.
Tabla de referencia rápida
La tabla siguiente sirve como guía de lectura y verificación documental para tamaños habituales en obra. Cuando reciba ofertas o fichas, contraste estos campos y pida confirmación técnica si faltan.
| Diámetro Nominal (d) | Paso de Rosca (mm) | Altura (m) mm | Ancho entre Caras (s) mm |
|---|---|---|---|
| M6 | Según ficha del fabricante | Según ficha del fabricante | Según ficha del fabricante |
| M8 | Según ficha del fabricante | Aproximadamente 0,8d | Según ficha del fabricante |
| M10 | Según ficha del fabricante | Aproximadamente 0,8d | Según ficha del fabricante |
| M12 | Según ficha del fabricante | Según ficha del fabricante | Según ficha del fabricante |
| M16 | Según ficha del fabricante | Según ficha del fabricante | Según ficha del fabricante |
He preferido dejar la tabla sin valores inventados. En un entorno profesional, es mejor exigir la ficha correcta que repetir medidas no verificadas.
Para revisar este tipo de datos sin perder tiempo en interpretaciones ambiguas, resulta útil trabajar con una guía para interpretar la ficha técnica de un producto industrial.
Qué revisar antes de aprobar una compra
No hace falta convertir cada pedido en un expediente complejo. Pero sí conviene revisar lo siguiente:
- Rosca y métrica exactas para asegurar compatibilidad con el resto de la unión.
- Clase mecánica declarada si la unión está sometida a carga relevante.
- Grado A o B cuando la precisión de montaje importe.
- Material base y recubrimiento si la tuerca va a trabajar en ambiente húmedo, sanitario o exterior.
- Identificación del estándar equivalente si el fabricante entrega bajo ISO 4032.
Errores comunes que conviene cortar en origen
Un error frecuente es aceptar una equivalencia verbal sin documento técnico. Otro, asumir que “inoxidable” basta como especificación, sin diferenciar A2 de A4. También se ven pedidos donde la tuerca queda bien descrita, pero el tornillo no, y la unión termina mezclando clases o acabados.
Eso no suele fallar el primer día. Falla después, cuando el montaje recibe vibración, humedad o mantenimiento.
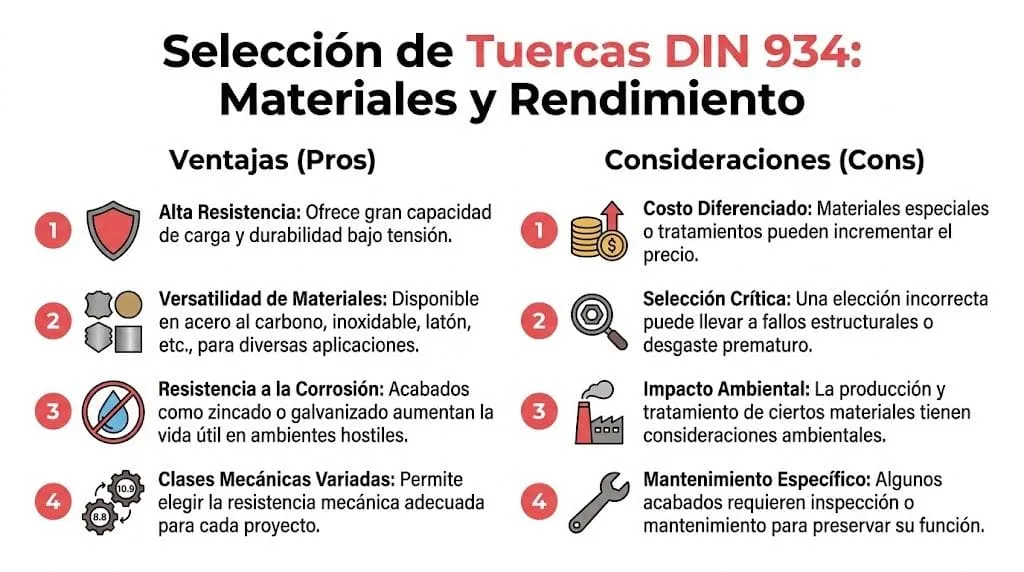
Selección de Materiales Acabados y Clases Mecánicas
La geometría correcta no salva una elección pobre de material. En hospitalario y modular, la mayoría de incidencias prácticas con tuercas no vienen por la forma. Vienen por corrosión, incompatibilidad de recubrimientos, sobreespecificación o una clase mecánica mal emparejada con el tornillo.
Material base según entorno real
Las opciones más habituales son acero al carbono, acero inoxidable A2 y acero inoxidable A4. La decisión debería partir del ambiente, no del hábito de compra.
Según la ficha técnica de OBO para una tuerca DIN 934 galvanizada en caliente, y el marco técnico aportado en la documentación verificada, el A4 ofrece una resistencia a la corrosión superior al A2 en entornos hospitalarios húmedos o con mayores exigencias de durabilidad e higiene. Eso no significa que siempre deba elegirse A4. Significa que hay que justificarlo por exposición y criticidad.
Acabados que sí marcan diferencias
En obra española, dos acabados aparecen constantemente en compras técnicas:
- Cincado electrolítico, habitual cuando la exposición corrosiva es moderada.
- Galvanizado en caliente o HDG, útil cuando la exigencia de durabilidad es mayor.
La documentación verificada indica que el HDG aporta una capa de 70 a 100 micras y puede ofrecer una durabilidad de 15 a 20 años en ambientes estándar. También recoge que su uso ha aumentado un 42% en infraestructuras sanitarias post-pandemia, según la referencia facilitada para este ángulo en Hilti España sobre sistemas modulares y fijaciones.
Dónde se equivoca más la compra
El error habitual no es irse corto. Muchas veces es sobreespecificar.
Pedir A4 para aplicaciones donde A2 o acero al carbono con recubrimiento adecuado cumplirían de sobra encarece el conjunto sin aportar valor equivalente. Al revés también pasa. Elegir zincado básico en una zona húmeda o de mantenimiento difícil traslada el coste al ciclo de vida.
Criterio útil: la mejor tuerca no es la más cara. Es la que iguala exigencia técnica, entorno y disponibilidad sin introducir riesgo innecesario.
Clases mecánicas y emparejamiento correcto
La clase mecánica importa tanto como el material. Una tuerca de clase insuficiente en una unión exigente puede comprometer el comportamiento del conjunto aunque la rosca “entre bien”.
La documentación verificada asociada a la referencia de Würth indica que en calidad 8 se prioriza material como acero zincado de calidad 8, con resistencia mínima de 800 MPa, y que en clase 8.8 puede trabajarse con par de apriete óptimo hasta 70 Nm en el contexto citado allí. Ese dato no debe extrapolarse sin más a todas las medidas, lubricaciones o condiciones de montaje. Pero sí deja clara una idea: la clase mecánica no es decorativa. Condiciona apriete, seguridad y compatibilidad con el tornillo.
Qué funciona en práctica de obra
Funciona decidir el material después de responder tres preguntas:
| Pregunta | Si la respuesta es sí | Si la respuesta es no |
|---|---|---|
| ¿Hay humedad persistente o exigencia sanitaria alta? | Valore inoxidable, especialmente A4 si la corrosión es crítica | Puede bastar acero al carbono con recubrimiento adecuado |
| ¿La unión quedará en exterior o mantenimiento complejo? | HDG gana peso por durabilidad | El zincado puede ser suficiente según exposición |
| ¿La unión transmite carga relevante? | Cierre clase mecánica y correspondencia con el tornillo | No relaje la especificación, pero evite sobredimensionar sin motivo |
Lo que no conviene hacer
No mezcle en la misma unión componentes con recubrimientos y niveles de prestación dispares sin revisar compatibilidad. No pida “inoxidable” como descripción cerrada. Y no apruebe un lote solo por aspecto visual. Una tuerca bien acabada por fuera puede seguir siendo una mala compra si no trae la clase, el grado o la conformidad que el proyecto exige.
Equivalencias Normativas y Cumplimiento con el CTE
En España, el error más caro no es confundir una DIN con una ISO. El error caro es suponer que la equivalencia formal resuelve por sí sola el cumplimiento del proyecto.
La tuerca din 934 convive en la práctica con su equivalente ISO 4032 y con referencias UNE-EN-ISO aplicables en el marco español. La cuestión no es solo si “encaja”, sino si la selección, la documentación del lote y la unión final quedan alineadas con el CTE y con la lógica resistente del Eurocódigo 3 cuando el proyecto lo exige.
El punto ciego en muchos expedientes
La documentación verificada para el ángulo normativo indica que la alineación con Eurocódigo 3 (UNE-EN 1993) es crítica en el 68% de las construcciones modulares en España que usan fijaciones hexagonales, pero que solo el 22% de los proyectos verifican la homologación bajo el CTE. Esa misma referencia señala que ISO 4032 presenta tolerancias de altura más estrictas. El dato figura en el análisis sobre DIN 934 frente a ISO 4032.
Eso obliga a una lectura práctica. Que una pieza sea equivalente en uso general no significa que cualquier sustitución sea neutra en un expediente técnico.
DIN 934 frente a ISO 4032 en la práctica
Si su oficina técnica ha definido DIN 934 y el proveedor propone ISO 4032, la respuesta profesional no es aceptar ni rechazar por reflejo. Hay que revisar:
- Tolerancias dimensionales aplicables y su impacto en la unión.
- Clase mecánica declarada y consistencia documental.
- Correspondencia con el resto de la tornillería prevista en proyecto.
- Encaje con requisitos de homologación o marcado exigidos por el sistema constructivo.
En muchas obras, la sustitución puede ser viable. En otras, especialmente con procedimientos cerrados, auditorías o inspección documental, la diferencia importa.
La norma de la tuerca no se valida sola. Se valida dentro del sistema de unión y del expediente de obra.
Cómo conectar la fijación con el cumplimiento del CTE
Un project manager no necesita rehacer el cálculo estructural para comprar bien, pero sí debe exigir cuatro comprobaciones mínimas antes del pedido:
- Referencia normativa exacta en la requisición y en la oferta.
- Clase de propiedad de la tuerca alineada con la tornillería asociada.
- Material y recubrimiento coherentes con la exposición ambiental.
- Documentación de conformidad y trazabilidad apta para revisión de obra.
Ese filtro evita una situación muy común. El proveedor entrega una fijación “compatible”, el montaje arranca, y después aparece la duda documental cuando el lote ya está mezclado con material en campo.
Par de apriete y tarea real en obra
El apriete no puede separarse de la norma ni de la clase. La documentación verificada asociada a Würth recoge un par de apriete óptimo de hasta 70 Nm en clase 8.8 en el contexto citado por esa fuente. Úselo como referencia contextual y no como tabla universal.
Para el equipo de obra, eso se traduce en una pauta sencilla:
| Verificación en obra | Qué debe comprobar el encargado |
|---|---|
| Coincidencia de métrica | Que tuerca y tornillo pertenecen a la misma rosca y designación prevista |
| Clase compatible | Que no se ha mezclado una tuerca inferior con un tornillo más exigente |
| Estado del recubrimiento | Que no hay deterioro visible que comprometa protección o apriete |
| Herramienta adecuada | Que la llave corresponde al ancho entre caras real y no deforma la pieza |
Antes de cerrar criterio de montaje, conviene revisar material visual y de procedimiento. Este recurso ayuda a ordenar esa revisión en equipo:
Qué no debería aprobarse
No apruebe una sustitución normativa sin contraste técnico. No dé por válida una equivalencia solo porque el proveedor diga “es lo mismo”. Y no deje la trazabilidad para después de la recepción.
En proyectos hospitalarios y modulares, la conformidad de una fijación afecta a más de una partida. Si el lote falla documentalmente, el problema ya no es la tuerca. Es la cadena completa.
Estrategia B2B Cómo Optimizar la Compra y Suministro
La compra de fijaciones suele degradarse cuando se gestiona como un pedido aislado. En realidad, una tuerca DIN 934 entra en un sistema de suministro más amplio donde importan previsión, consolidación, control de calidad y tiempo de respuesta.
La compra buena no empieza comparando precios
Empieza cerrando una especificación comprable. Si el departamento técnico define bien norma, clase, material, acabado y documentación exigible, compras puede pedir ofertas comparables. Si no, recibe propuestas heterogéneas y acaba negociando sobre productos distintos.
En proyectos con varias partidas activas, conviene trabajar con una metodología de compras parecida a la que muchas empresas aplican en captación B2B. Primero se cualifica. Luego se segmenta. Después se activa la relación adecuada. Ese enfoque también aparece en esta guía práctica de lead generation en LinkedIn para B2B, y resulta útil como paralelismo para supply chain: no todos los proveedores merecen entrar en la misma fase del proceso.
Qué reduce incidencias de verdad
Estas decisiones suelen dar mejor resultado que perseguir el precio más bajo de forma aislada:
- Homologar proveedores por capacidad real, no solo por catálogo.
- Pedir control en origen cuando la compra es internacional y la referencia es crítica.
- Consolidar familias de producto para evitar dispersiones de especificación entre lotes.
- Asegurar stock visible o planificación de reposición cuando la obra no tolera roturas de suministro.
Importación a medida sin perder control
Importar puede ser una ventaja o una fuente de incidencias. Depende de cómo se gobierne.
Funciona cuando el comprador define una ficha cerrada, exige documentación, revisa muestras o producción y alinea logística con calendario de obra. No funciona cuando la importación se plantea como sustituto rápido de una compra local sin tiempo para validar conformidad.
Para equipos que están profesionalizando este proceso, ayuda trabajar con una guía estratégica de gestión de compras para proyectos de construcción, porque el cuello de botella no suele estar en encontrar producto. Suele estar en coordinar especificación, validación y entrega.
Un proveedor barato que obliga a revalidar todo en destino no sale barato. Solo difiere el coste.
Preguntas Frecuentes sobre la Tuerca DIN 934
Cuándo conviene pedir Grado A en lugar de Grado B
Pida Grado A cuando la precisión dimensional del montaje importe, especialmente en tamaños hasta M16, en estructuras modulares, soportes repetitivos o instalaciones donde la intercambiabilidad entre lotes debe ser alta. El Grado B encaja mejor en tamaños superiores y aplicaciones menos sensibles al ajuste fino.
DIN 934 e ISO 4032 son siempre intercambiables
No conviene darlo por hecho. La equivalencia funcional existe en muchos escenarios, pero la documentación verificada indica que ISO 4032 presenta tolerancias de altura más estrictas. Si el proyecto está muy cerrado desde el punto de vista documental o de homologación, revise la sustitución antes de aprobarla.
Qué material elegir en ambiente hospitalario
Si el entorno exige mayor resistencia a la corrosión, el A4 ofrece mejor comportamiento que el A2 según la documentación técnica verificada ya citada anteriormente. Si la exposición no justifica inoxidable de mayor nivel, puede ser más razonable optar por acero al carbono con recubrimiento adecuado. La elección correcta depende del ambiente real y del coste de mantenimiento posterior.
Cuándo tiene sentido el HDG
El galvanizado en caliente tiene sentido cuando la unión necesita más durabilidad frente a corrosión y no conviene depender de mantenimiento frecuente. La referencia verificada sobre este acabado indica una capa de 70 a 100 micras y durabilidad de 15 a 20 años en ambientes estándar en el contexto técnico descrito por la fuente ya mencionada antes.
Se puede comprar la tuerca por separado sin revisar el tornillo
Técnicamente se puede. Operativamente, no debería hacerse en partidas críticas. La clase mecánica y el comportamiento de la unión dependen del conjunto. Si compras cierra solo la tuerca, corre el riesgo de mezclarla con tornillería o varilla que no corresponde en clase, acabado o tolerancia.
Qué revisar en la recepción del lote
Revise, como mínimo:
- Identificación de la referencia y correspondencia con el pedido.
- Clase mecánica declarada cuando aplique.
- Material y recubrimiento entregados realmente.
- Estado superficial del lote y consistencia visual.
- Documentación asociada para trazabilidad y conformidad.
Hay una tabla universal de par de apriete para todas las DIN 934
No debería usarse una tabla universal sin contexto. El apriete cambia con diámetro, clase, acabado, fricción y condiciones de montaje. La documentación verificada solo aporta un dato contextual de hasta 70 Nm en clase 8.8 dentro de la fuente de Würth ya citada anteriormente. Tómelo como referencia puntual, no como criterio general para todas las métricas.
| Diámetro Nominal | Par de Apriete (Nm) – Clase 8 | Par de Apriete (Nm) – Clase 10 |
|---|---|---|
| M6 | Según cálculo y ficha del fabricante | Según cálculo y ficha del fabricante |
| M8 | Según cálculo y ficha del fabricante | Según cálculo y ficha del fabricante |
| M10 | Según cálculo y ficha del fabricante | Según cálculo y ficha del fabricante |
| M12 | Según cálculo y ficha del fabricante | Según cálculo y ficha del fabricante |
| M16 | Según cálculo y ficha del fabricante | Según cálculo y ficha del fabricante |
Qué señal indica una compra mal planteada
La más clara es esta: el pedido se formula con descripción comercial genérica y la validación técnica queda para recepción o montaje. Ahí ya va tarde. Una compra sólida deja cerradas la norma, la métrica, la clase, el grado, el material, el acabado y la documentación antes de emitir el pedido.
Si necesita apoyo para definir, comprar o validar fijaciones y otros suministros técnicos en obra modular u hospitalaria, Mobel Suministros S.L. puede ayudarle a ordenar la especificación, mejorar trazabilidad y reducir incidencias de suministro con un enfoque B2B centrado en cumplimiento, coste y disponibilidad.