Cuando una unión falla en una obra hospitalaria o en un módulo técnico, el problema no se queda en el taller. Aparece en la puesta en marcha, en la inspección, en el cierre de partidas y, muchas veces, en la relación entre instaladora, dirección facultativa y promotor. Un tubo mal soldado en climatización, una derivación de cobre con aporte incorrecto o una reparación improvisada con herramienta inadecuada pueden bloquear un avance completo.
Ahí es donde el soldador a gas sigue teniendo un sitio muy sólido en obra profesional. Es portátil, responde bien en zonas sin alimentación eléctrica estable y permite trabajar con precisión en fontanería, climatización y remates metálicos. Pero esa ventaja sólo existe cuando el equipo se elige bien, se usa con criterio y encaja en el marco normativo del proyecto.
En proyectos exigentes, la decisión no va de comprar “un soplete que caliente mucho”. Va de controlar temperatura, compatibilidad de gas, ergonomía, recambios, trazabilidad y homologación. También va de cadena de suministro. Si el cartucho, la boquilla o el equipo completo no tienen continuidad de suministro o documentación técnica suficiente, el ahorro inicial desaparece muy rápido.
Introducción La Precisión del Fuego en Proyectos Exigentes
El uso profesional del soldador a gas no ha perdido relevancia. Al contrario. En un mercado europeo de equipos de soldadura que se estima en 6,35 mil millones de USD en 2025 y se proyecta a 8,11 mil millones para 2030, con España aportando de forma relevante por el impulso de infraestructuras energéticas y sanitarias, dominar estas herramientas sigue siendo una competencia técnica directa para cualquier equipo de obra (referencia sobre evolución del mercado y contexto de soldadura).
En obra real, el reto no suele ser “soldar”. El reto es soldar bien a la primera, en plazo, con acceso difícil y sin abrir una no conformidad. Esa diferencia separa una intervención controlada de una cadena de repasos, fugas, pruebas repetidas y sobrecostes.
Donde más se nota la diferencia
En entorno hospitalario, cada unión forma parte de un sistema sensible. Fontanería, climatización, redes auxiliares y estructuras metálicas ligeras conviven con exigencias de limpieza, continuidad de servicio y documentación. En construcción modular ocurre algo parecido. El margen para improvisar se reduce porque las instalaciones salen de taller con procesos más industrializados y llegan a obra con menos tolerancia al error.
Regla práctica: cuanto más crítico es el edificio, menos sentido tiene decidir la herramienta sólo por precio.
El soldador a gas encaja bien en este escenario por una razón simple. Da autonomía. Permite actuar en cubierta, patinillos, cuartos técnicos y zonas de montaje sin depender siempre de una toma eléctrica disponible y estable. Eso no lo convierte en una solución universal. Lo convierte en una herramienta muy eficaz cuando se usa dentro de su rango correcto.
Lo que suele salir mal
He visto errores repetidos en compras y en obra. El primero es elegir el equipo sin pensar en la aplicación real. El segundo es infravalorar la normativa. El tercero, muy frecuente, es olvidar la logística de consumibles y recambios.
Los problemas aparecen después: llama inestable, boquilla inadecuada, calentamiento excesivo, aporte mal fundido, oxidación, incompatibilidad de cartucho o ausencia de documentación técnica válida para una auditoría de proyecto.
Por eso el soldador a gas hay que tratarlo como lo que es. No como una herramienta menor, sino como un equipo técnico de producción y mantenimiento.
Qué Es un Soldador a Gas y Cómo Funciona
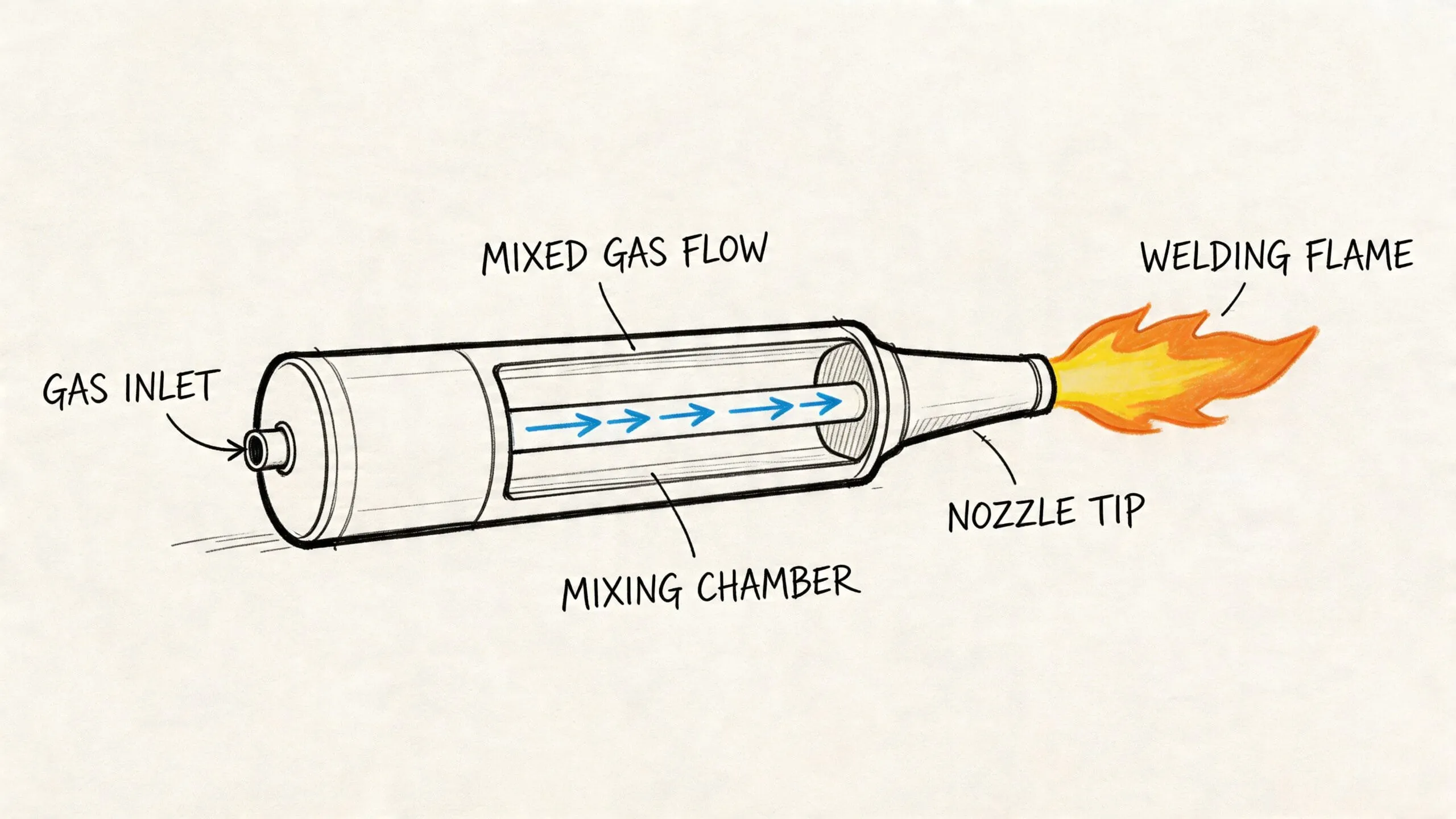
El soldador a gas no es una antorcha genérica. Es un sistema de transferencia térmica controlada. Su función es aportar calor de forma localizada para fundir material de aportación o calentar la zona de unión hasta el punto de trabajo necesario, sin perder el control sobre el baño ni dañar el material base.
La base histórica del equipo está en la soldadura oxiacetilénica, consolidada como método práctico alrededor de 1900 con el desarrollo de sopletes eficientes. En España tuvo un papel industrial muy fuerte y llegó a representar hasta el 40% de las técnicas de unión en talleres metalúrgicos de la reconstrucción postguerra, según la referencia histórica ya citada en la introducción.
El principio de trabajo
El funcionamiento parece simple desde fuera. No lo es tanto cuando se analiza bien. El gas combustible genera una llama y esa llama transmite energía térmica a la pieza. La clave está en que el calor no se aplica de forma bruta, sino con una combinación de:
- Caudal de gas
- Tipo de boquilla
- Distancia a la pieza
- Tiempo de exposición
- Movimiento del operario
Si uno de esos factores se desajusta, la soldadura pierde calidad. En cobre y aleaciones esto se nota enseguida. O falta penetración, o se castiga la zona y aparecen deformaciones, decoloraciones y oxidaciones innecesarias.
Componentes que sí importan
En compra profesional conviene mirar el equipo por partes, no sólo por marca.
- Depósito o cartucho de gas. Determina autonomía, compatibilidad y facilidad de reposición.
- Sistema de regulación. Es el punto crítico para estabilizar la llama.
- Conducto y conexiones. Cualquier holgura o material mediocre penaliza seguridad y continuidad.
- Soplete y boquilla. Son el extremo útil del sistema. Aquí se gana o se pierde precisión.
- Encendido. Un sistema piezoeléctrico bien resuelto reduce maniobras innecesarias y mejora la operativa en campo.
En qué se diferencia de otros procesos
No compite de la misma forma con TIG, MIG o equipos eléctricos de resistencia. Cada proceso tiene su terreno. El soldador a gas destaca cuando la prioridad es movilidad, rapidez de puesta en servicio y acceso.
En taller fijo, con producción repetitiva y alimentación estable, otras soluciones pueden ser preferibles. En mantenimiento, remate y montaje en obra, el gas sigue resolviendo muchos trabajos con menos dependencia de infraestructura.
Una herramienta portátil no siempre es la más precisa. Pero en obra, una herramienta muy precisa que no puede entrar o no puede alimentarse tampoco resuelve nada.
Lo que conviene observar en una demostración real
Antes de aprobar un modelo para uso de equipo, no basta con ver que “enciende y calienta”. Hay que fijarse en señales concretas:
- Estabilidad de llama. Si oscila o responde tarde al ajuste, el trabajo fino será irregular.
- Tiempo de puesta en régimen. Importa cuando hay muchas intervenciones cortas.
- Acceso de la boquilla. Una geometría incómoda en espacios confinados penaliza mucho.
- Repetibilidad. El equipo tiene que comportarse igual en usos sucesivos.
- Limpieza de manejo. Un regulador tosco o un gatillo mal resuelto acaban generando errores.
Este vídeo ayuda a visualizar el manejo general del sistema y la lógica de trabajo de un soplete portátil en tareas reales:
Una forma útil de entenderlo
La comparación más precisa no es con un mechero ni con una antorcha. Se parece más a una cocina de alta precisión para metales. Si aplicas menos calor del necesario, no llegas al punto de unión. Si te pasas, deterioras la pieza y comprometes el resultado.
Ese equilibrio explica por qué un buen soldador a gas, en manos correctas, sigue siendo una herramienta muy rentable en montaje profesional.
Tipos de Gases y Temperaturas de Trabajo
Elegir el gas equivocado arruina una buena herramienta. Elegir el correcto simplifica la soldadura, reduce incidencias y hace más predecible el trabajo. En obra profesional, esa previsibilidad vale mucho más que una diferencia pequeña en coste unitario de consumible.
Un ejemplo claro es el KEMPER para tejados, que trabaja con mezcla de butano/propano, alcanza una temperatura de llama máxima de 2100 ºC y permite una soldadura efectiva en torno a 800 ºC, con capacidad para unir cobre, galvanizado y acero inoxidable en cualquier posición (especificaciones del soldador a gas KEMPER).
Qué cambia según el gas
No todos los combustibles responden igual en trabajo continuo. La diferencia práctica no está sólo en la temperatura teórica. Está en cómo se comporta la llama, cómo arranca, cómo aguanta en exteriores y qué margen da al operario para no castigar la pieza.
Comparativa de Gases para Soldador Profesional
| Tipo de Gas | Temperatura de Llama (aprox.) | Presión de Trabajo | Uso Recomendado | Ventajas / Desventajas |
|---|---|---|---|---|
| Butano | Menor que una mezcla optimizada | Moderada | Trabajos ligeros y uso general en condiciones benignas | Ventaja: suele ser una opción económica. Desventaja: responde peor en ambientes fríos y puede quedarse corto en trabajos exigentes. |
| Propano | Elevada en aplicaciones de calentamiento y aporte | Estable para trabajo profesional | Fontanería, climatización, calentamiento más sostenido | Ventaja: buen comportamiento en exterior y uso intensivo. Desventaja: exige equipo y ajuste compatibles. |
| Mezcla butano/propano | Hasta 2100 ºC de llama máxima en el caso citado del KEMPER | Ajuste según equipo y cartucho | Cobres, galvanizados, inoxidables y trabajos en posición | Ventaja: equilibrio operativo muy útil en obra. Desventaja: hay que vigilar homologación y compatibilidad del cartucho. |
Lo que funciona en campo
Para mantenimiento ligero y tareas puntuales, el butano puede resolver. En cambio, cuando hay tubería de cobre, remates en cubierta, elementos galvanizados o trabajo repetido en obra abierta, la mezcla o el propano suelen dar una respuesta más estable.
Lo importante no es perseguir la llama más alta. Lo importante es lograr la temperatura de trabajo correcta en la pieza, con control y repetibilidad.
Si la boquilla obliga a acercarse demasiado para conseguir respuesta térmica, el problema no siempre es la mano del operario. Muchas veces es una mala combinación entre gas, punta y tarea.
Errores comunes al seleccionar el gas
Hay tres fallos muy habituales en compras rápidas:
- Copiar lo que usa otro equipo sin revisar si la aplicación es la misma.
- Pensar sólo en autonomía, ignorando calidad de llama y estabilidad.
- No validar la cadena de recarga o reposición antes de introducir el modelo en obra.
En proyectos profesionales, la decisión debe considerar el conjunto: equipo, cartucho, frecuencia de uso, material a unir y facilidad de aprovisionamiento.
Temperatura útil frente a temperatura máxima
La cifra máxima de llama sirve como referencia, pero no sustituye al criterio de ejecución. Una llama muy caliente mal regulada genera más problemas que una algo más contenida pero estable. En cobre, por ejemplo, interesa un calentamiento controlado y uniforme. En chapa o remate metálico, la velocidad de fijación puede pesar más que la delicadeza del acabado interior.
Por eso conviene hablar de temperatura útil, no sólo de temperatura máxima. La temperatura útil es la que permite:
- llevar la pieza al punto correcto,
- mantener una zona de calor razonable,
- fundir el aporte de forma limpia,
- y retirar el equipo sin dejar una unión sobrecalentada.
Esa lectura práctica es la que realmente separa una compra profesional de una compra oportunista.
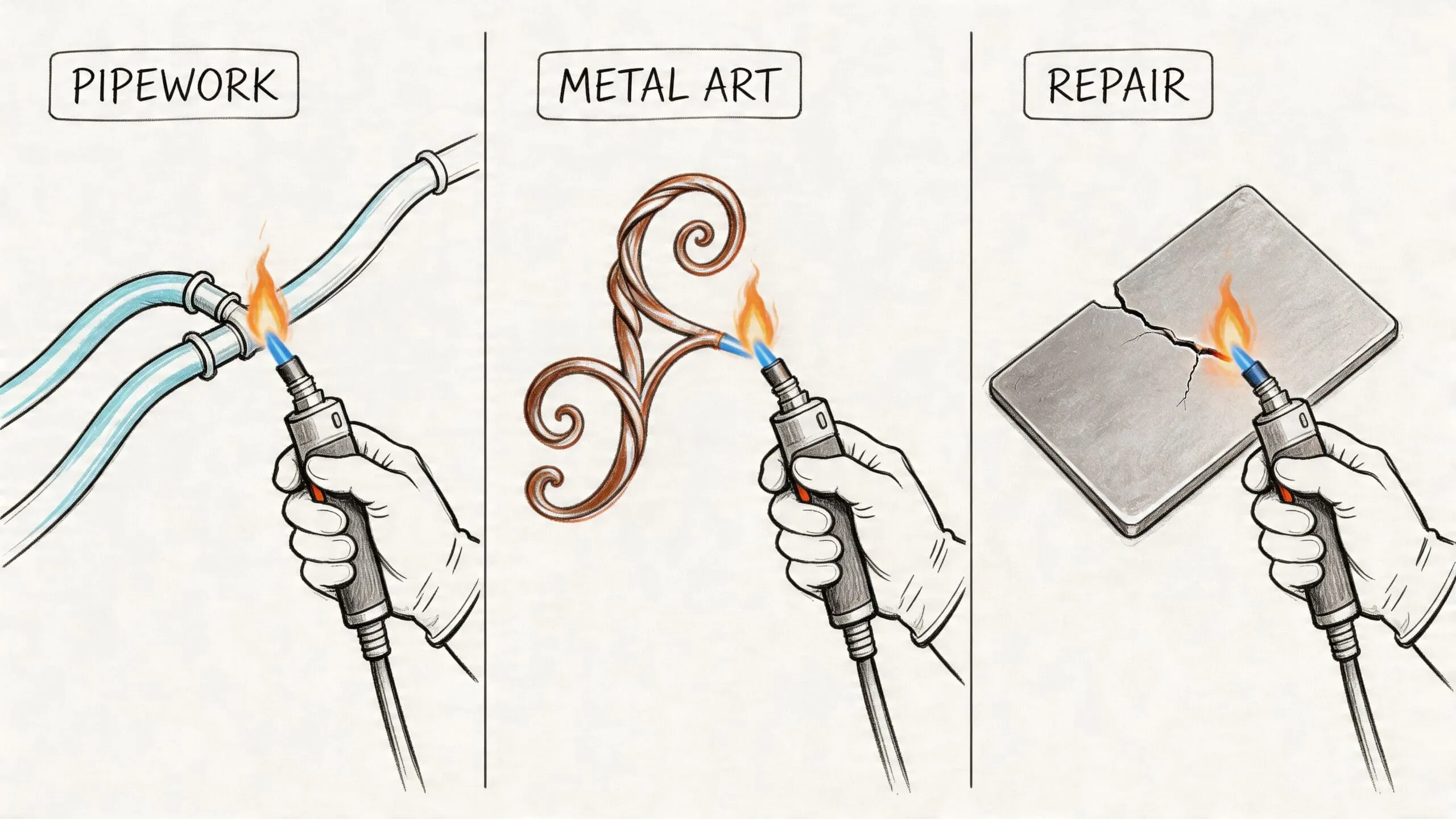
Aplicaciones Clave en Proyectos Profesionales
En proyectos profesionales, el soldador a gas no destaca por una sola tarea. Destaca por su capacidad para resolver trabajos distintos sin montar un sistema complejo alrededor. Esa versatilidad se aprecia sobre todo cuando el equipo entra en obra y tiene que responder en espacios estrechos, alturas, cubiertas o cuartos técnicos con acceso irregular.
El caso más claro aparece en fontanería de cobre. Un instalador necesita preparar, calentar y cerrar una unión limpia en una derivación donde no sobra espacio. Si el equipo es estable y la temperatura está bien controlada, la intervención avanza con ritmo. Si la llama es torpe o el soplete resulta incómodo, la maniobra se vuelve lenta y el riesgo de recalentar accesorios aumenta.
Fontanería y redes de cobre
En este terreno, los modelos compactos bien regulados tienen una ventaja evidente. El FUT.SK-70 ENGINEER ofrece 80 W, temperatura regulable de 200 a 650 ºC y se ha usado para lograr tasas de éxito del 98% en uniones de cobre de Ø15-50 mm sin escoria en trabajos de instaladores certificados (ficha del modelo FUT.SK-70 ENGINEER y su aplicación profesional).
Eso encaja muy bien en ampliaciones hospitalarias, cuartos de instalaciones y redes HVAC donde interesa una unión limpia, predecible y con mínima necesidad de repaso.
En una reparación de tubería empotrada o en un patinillo vertical, esa diferencia importa mucho. El operario no está en una mesa de taller. Está trabajando con ángulo limitado, visibilidad parcial y presión de tiempo.
Climatización y montaje modular
En HVAC, el soldador a gas entra cuando hace falta precisión térmica y autonomía. Conductos, accesorios, uniones de cobre y ajustes en montaje de módulos técnicos exigen una herramienta que no dependa de tirar cable, buscar punto de alimentación o desplazar equipos mayores para una corrección puntual.
Aquí el criterio no es sólo técnico. También es logístico. Una obra modular bien organizada depende de que cada oficio tenga la herramienta adecuada justo cuando la necesita. Cuando no ocurre, se encadenan esperas, cambios de secuencia y pérdidas de productividad.
En operaciones de corte y preparación de material complementario, conviene integrar la selección de útiles con el resto del proceso. Si también estás revisando consumibles para mecanizado y ajuste en obra, puede ser útil cruzar esta decisión con partidas de disco de diamante para trabajo técnico en materiales de construcción.
Tres escenarios donde sí aporta valor
No todos los trabajos justifican un soldador a gas. Pero hay situaciones donde su valor es muy claro.
- Intervención en área de acceso limitado. Un cuarto técnico pequeño o una zona de falso techo donde la movilidad manda.
- Montaje en cubierta o exterior. El equipo portátil evita dependencia de alimentación y simplifica desplazamientos.
- Mantenimiento correctivo en edificio operativo. Cuando interesa llegar, aislar, ejecutar y retirarse con la menor perturbación posible.
En obra hospitalaria, la mejor herramienta no es la más potente. Es la que permite cerrar la unión con limpieza, control y trazabilidad operativa.
Lo que no conviene pedirle
También hay que poner límites. El soldador a gas no debe convertirse en la respuesta automática para todo. Si el trabajo requiere un proceso distinto por normativa interna, por espesor, por material o por exigencia de acabado, conviene asumirlo desde el principio.
Tampoco funciona bien cuando el equipo de obra improvisa sobre consumibles, boquillas o técnicas de calentamiento. El soldador a gas premia el criterio. Castiga la rutina descuidada.
Por eso en proyectos serios suele integrarse como una herramienta de nicho amplio. No reemplaza todos los procesos. Pero en su terreno, resuelve con una eficacia difícil de igualar.
Criterios Técnicos y Normativos para la Compra
La compra de un soldador a gas para uso profesional no debería cerrar-se con una comparativa de precio y plazo. Ese enfoque sirve para bricolaje. En obra hospitalaria, modular o industrial, la compra tiene que aguantar una revisión técnica, una incidencia en campo y una posible auditoría documental.
El dato que mejor refleja esta laguna es claro. El 70% de las consultas en foros de construcción sobre soldadores a gas no reciben respuestas detalladas sobre cumplimiento normativo para obras hospitalarias o sobre el Código Técnico de la Edificación, según la referencia asignada (brecha informativa sobre cumplimiento normativo en soldadores a gas).

La compra correcta empieza en la ficha técnica
Antes de aprobar un modelo, reviso cinco preguntas muy concretas:
- Qué normativa declara cumplir
- Qué consumibles y recambios necesita
- Cómo se acredita la trazabilidad del equipo
- Qué continuidad de suministro tiene
- Qué rango real de trabajo cubre
Si alguna de esas respuestas queda en el aire, la compra no está madura. Para un departamento de compras técnico, saber leer bien la documentación es tan importante como comparar prestaciones. Esta guía sobre cómo interpretar la ficha técnica de un producto industrial resulta útil precisamente para ese filtrado previo.
Normativa que hay que mirar de verdad
En este tipo de equipos, la conversación normativa suele quedarse en el marcado CE. Eso no basta. En proyectos profesionales conviene revisar la coherencia del equipo con el marco de uso real, especialmente cuando entra en juego el CTE y normas UNE-EN aplicables al sistema de trabajo y a la instalación resultante.
Hay dos planos distintos que no conviene mezclar:
- El equipo como producto. Debe aportar documentación, identificación clara y compatibilidad con uso profesional.
- La unión ejecutada en obra. Debe responder al procedimiento, al material y al entorno normativo del proyecto.
En hospitales y edificios técnicos, además, la trazabilidad documental pesa más. Si aparece una incidencia, nadie quiere reconstruir a posteriori qué equipo se usó, con qué cartucho, con qué lote y con qué criterio de homologación.
Punto crítico: un equipo barato sin soporte documental puede salir muy caro el día que una dirección facultativa pida evidencias.
Qué criterios técnicos sí justifican una inversión mayor
No todos los extras son importantes. Algunos sí lo son.
- Regulación fina y estable. Sin eso no hay repetibilidad.
- Compatibilidad con boquillas y repuestos. Un equipo profesional no puede depender de una pieza imposible de reponer.
- Ergonomía real. El peso y el equilibrio importan cuando el trabajo se hace en altura o con alcance incómodo.
- Encendido fiable. Reduce maniobras inseguras y pérdidas de tiempo.
- Documentación clara del fabricante o distribuidor. Es parte del valor, no un anexo menor.
Señales de compra deficiente
Se detectan rápido cuando uno revisa expedientes de obra:
| Señal | Riesgo asociado |
|---|---|
| Ficha técnica incompleta | Dificultad para validar uso y prestaciones |
| Cartuchos o accesorios poco trazables | Problemas de reposición y control documental |
| Ausencia de recambio identificado | Paradas por avería menor |
| Equipo sin criterio claro de aplicación | Uso fuera de rango y defectos en obra |
El efecto de la cadena de suministro
En proyectos con planificación apretada, la compra técnica no termina con el pedido. Continúa en la capacidad real de servir recambios, consumibles y documentación cuando hace falta. Un soldador a gas bien elegido pero mal abastecido se convierte en un cuello de botella.
He visto equipos razonables quedar fuera de juego por una causa simple. Nadie aseguró la compatibilidad y disponibilidad continua de boquillas o cartuchos. En compras industriales, ese tipo de error no es menor. Es un fallo de criterio de proyecto.
La conclusión es sencilla. En este producto, comprar bien significa unir tres cosas: prestación, norma y suministro. Si falta una, la decisión queda coja.
Seguridad y Mantenimiento Esenciales para el Uso Profesional
El soldador a gas exige una rutina de seguridad constante. No una lista decorativa en el panel de obra. Una rutina de verdad. La mayoría de incidencias aparecen por descuidos básicos: conexiones mal apretadas, boquilla sucia, ventilación insuficiente o almacenamiento deficiente del cartucho.
En trabajos interiores, la ventilación no es un detalle. Es parte de la operación segura. Si la intervención se realiza en cuarto técnico, falso techo o zona cerrada, conviene valorar también los medios auxiliares de renovación de aire, incluidos equipos como un extractor de aire industrial para entornos de trabajo con exigencia de ventilación controlada.
Antes de encender
La revisión previa debe ser breve, pero completa. Si lleva más de un minuto, no sobra. Está evitando una incidencia.
- Manguera y conexiones. Busca desgaste, cortes, holguras o rigidez anormal.
- Boquilla. Comprueba que esté limpia, bien fijada y sin deformaciones.
- Cartucho o depósito. Verifica compatibilidad, cierre y ausencia de daños visibles.
- Entorno de trabajo. Retira materiales sensibles al calor y revisa la ventilación.
Durante la soldadura
La técnica segura no consiste sólo en llevar EPI. Consiste en controlar la secuencia.
- Coloca el equipo con apoyo estable antes de encender.
- Ajusta la llama de forma progresiva.
- Dirige el calor a la zona de trabajo, no al entorno.
- Evita posiciones forzadas que te obliguen a corregir sobre la marcha.
- Si la llama cambia de comportamiento, para y revisa.
Una llama inestable no se “corrige trabajando”. Se corrige deteniendo la operación y localizando la causa.
Prueba de fugas y control básico
En uso profesional, la prueba de fugas con solución jabonosa sigue siendo una verificación simple y útil. No sustituye otras comprobaciones, pero detecta problemas evidentes antes de que aparezca el riesgo real.
También conviene observar síntomas operativos:
- olor anormal,
- encendido irregular,
- pérdida de intensidad,
- sobrecalentamiento del cuerpo del equipo,
- o respuesta errática del regulador.
Cuando aparecen, lo sensato es retirar el equipo hasta revisar origen y estado.
Después del trabajo
El cierre correcto alarga vida útil y reduce averías.
- Apagado ordenado. No dejes el equipo caliente en contacto con superficies inadecuadas.
- Limpieza de boquilla. Un residuo pequeño cambia la calidad de llama en el siguiente uso.
- Inspección rápida. Si algo ha trabajado forzado, se anota y se revisa.
- Almacenamiento. Mantén el equipo protegido de golpes, calor excesivo y suciedad.
Lo que más alarga la vida del equipo
No suele ser una gran reparación. Suele ser mantenimiento básico bien hecho. Un soldador a gas profesional aguanta mejor cuando el equipo de obra estandariza procedimiento y no deja cada uso al criterio de cada operario.
Las mejores prácticas son bastante simples:
| Momento | Acción recomendada |
|---|---|
| Inicio de jornada | Verificación visual y funcional |
| Cambio de cartucho | Confirmar compatibilidad y estanqueidad |
| Final de uso | Limpieza y enfriado controlado |
| Incidencia de llama | Parada inmediata y revisión |
Esa disciplina evita la mayoría de fallos que luego se atribuyen, injustamente, al producto.
Conclusión Optimización y Soporte con Mobel Suministros
El soldador a gas sigue siendo una herramienta plenamente vigente en construcción profesional. No por tradición, sino por utilidad real. Resuelve uniones y trabajos de calentamiento con autonomía, acceso y rapidez allí donde otros equipos resultan menos prácticos.
Pero esa utilidad tiene condiciones. La primera es elegir el equipo según aplicación, no por impulso de compra. La segunda es alinearlo con las exigencias normativas del proyecto. La tercera, muchas veces olvidada, es asegurar una cadena de suministro fiable para cartuchos, accesorios, repuestos y documentación.
En proyectos hospitalarios y modulares, la herramienta no puede evaluarse sola. Hay que evaluarla dentro del sistema completo de obra. Eso incluye cumplimiento con CTE y UNE-EN cuando corresponda, trazabilidad, continuidad de stock y capacidad de responder si surge una incidencia o una revisión técnica. Un equipo correcto sin soporte documental o sin reposición garantizada deja de ser una buena decisión.
También conviene asumir algo que en obra se comprueba muy rápido. El coste total no lo marca el precio del soldador. Lo marcan los retrasos, las repeticiones, los fallos de homologación y las compras urgentes mal resueltas. Por eso, en un entorno profesional, la decisión inteligente combina rendimiento térmico, seguridad operativa y logística.
Un soldador a gas bien seleccionado reduce fricción en obra. Uno mal elegido multiplica pequeños problemas hasta convertirlos en un problema de proyecto.
Cuando compras para una instalación crítica, la pregunta correcta no es “qué modelo cuesta menos”. La pregunta correcta es “qué equipo puedo defender técnicamente, mantener con continuidad y usar sin abrir riesgos innecesarios”. Ese enfoque cambia por completo la conversación entre compras, producción y dirección de obra.
La ventaja de trabajar con un partner especializado está ahí. No sólo en acceder al producto, sino en filtrar opciones, validar homologación, asegurar trazabilidad y organizar el suministro con una lógica de proyecto. En mercados con presión de plazo y dependencia de importación, esa parte pesa tanto como la especificación del propio equipo.
Si estás evaluando soldador a gas, consumibles o soluciones técnicas para obra hospitalaria y modular, Mobel Suministros S.L. puede ayudarte a comprar con criterio de proyecto. Su equipo trabaja con enfoque B2B, asesoramiento técnico, control de homologación, stock en tiempo real e importación a medida para que la herramienta encaje no sólo en el presupuesto, sino también en la operativa, la seguridad y el cumplimiento normativo de la obra.