Un lunes a primera hora, el jefe de obra recibe la misma presión de siempre. Hay módulos que cerrar, paneles decorativos que dejar rematados, oficios entrando en cascada y una fecha de entrega que no se mueve. En ese contexto, la elección del adhesivo deja de ser un detalle de almacén. Pasa a ser una decisión de productividad, control de calidad y gestión de riesgo.
La cola de contacto en spray encaja precisamente ahí. No como sustituto universal de cualquier adhesivo, sino como una herramienta muy útil cuando hay que unir superficies amplias, compactas y con poco margen de corrección. En construcción modular y hospitalaria, eso significa laminados, paneles fenólicos, melaminas, metacrilatos, chapas pintadas y otros revestimientos técnicos que deben quedar bien fijados desde el primer contacto.
También hay una realidad incómoda. En el mercado hay mucha información genérica sobre cómo pulverizar, pero poca sobre lo que de verdad complica una obra sanitaria o modular: compatibilidad con materiales tratados, cumplimiento en espacios cerrados, tiempos reales de montaje y análisis de coste total. Si está revisando opciones de adhesivos y selladores para obra profesional, conviene separar rápido lo que funciona en taller ligero de lo que aguanta una instalación exigente en obra.
Introducción a la Adhesión Profesional
A las ocho de la mañana, el problema no es el adhesivo en sí. El problema es tener que cerrar módulos, coordinar oficios, proteger acabados ya instalados y llegar a plazo sin abrir una partida extra de repasos. En ese escenario, la adhesión de paneles y revestimientos deja de ser una tarea auxiliar y pasa a influir en coste, ritmo de montaje y riesgo de incidencia.
En obra modular y hospitalaria, ese impacto se nota rápido. Una aplicación irregular puede obligar a desmontar piezas, repetir remates o asumir mermas en materiales de acabado que no son baratos ni fáciles de reponer. Si además hay superficies técnicas, sustratos poco porosos o exigencias de limpieza y seguridad en interiores, elegir mal el sistema de pegado complica compras, ejecución y cumplimiento.
La cola de contacto en spray se usa precisamente para resolver una parte concreta de ese problema: extender una película uniforme en superficies amplias, planas y exigentes, con menos variación entre operarios y menos suciedad de aplicación que otros formatos. En materiales como HPL, melamina, chapa pintada o ciertos plásticos rígidos, esa regularidad de reparto influye directamente en el acabado final y en la repetibilidad del montaje.
No conviene evaluarla solo por el precio del envase.
En proyectos sanitarios y de construcción industrializada, el criterio útil es el coste total de puesta en obra. Ahí entran el rendimiento real por metro cuadrado, el tiempo de aplicación, la necesidad de rectificados, la compatibilidad con cada sustrato y la disponibilidad de suministro cuando la obra no admite paradas. Por eso, al revisar opciones de adhesivos y selladores para construcción profesional, interesa filtrar desde el principio qué soluciones encajan en un entorno de producción exigente y cuáles funcionan solo en aplicaciones más ligeras.
También conviene poner un límite claro. La cola de contacto en spray no sustituye a todos los adhesivos de montaje ni resuelve por sí sola cualquier unión compleja. Su valor está en el uso correcto, con materiales compatibles, preparación adecuada y un proceso controlado. Ahí es donde se gana productividad de verdad y donde se evitan fallos que luego salen caros en obra.
Qué Es y Cómo Funciona la Cola de Contacto en Spray
A las 6:30 de la mañana entra un cambio de última hora en una planta hospitalaria modular. Hay que revestir paneles decorativos, mantener el acabado limpio y no abrir una cadena de retrabajos que retrase la entrega del módulo. En ese contexto, la cola de contacto en spray se usa por una razón muy concreta: permite formar una película adhesiva regular y repetir el proceso con menos variación entre operarios.
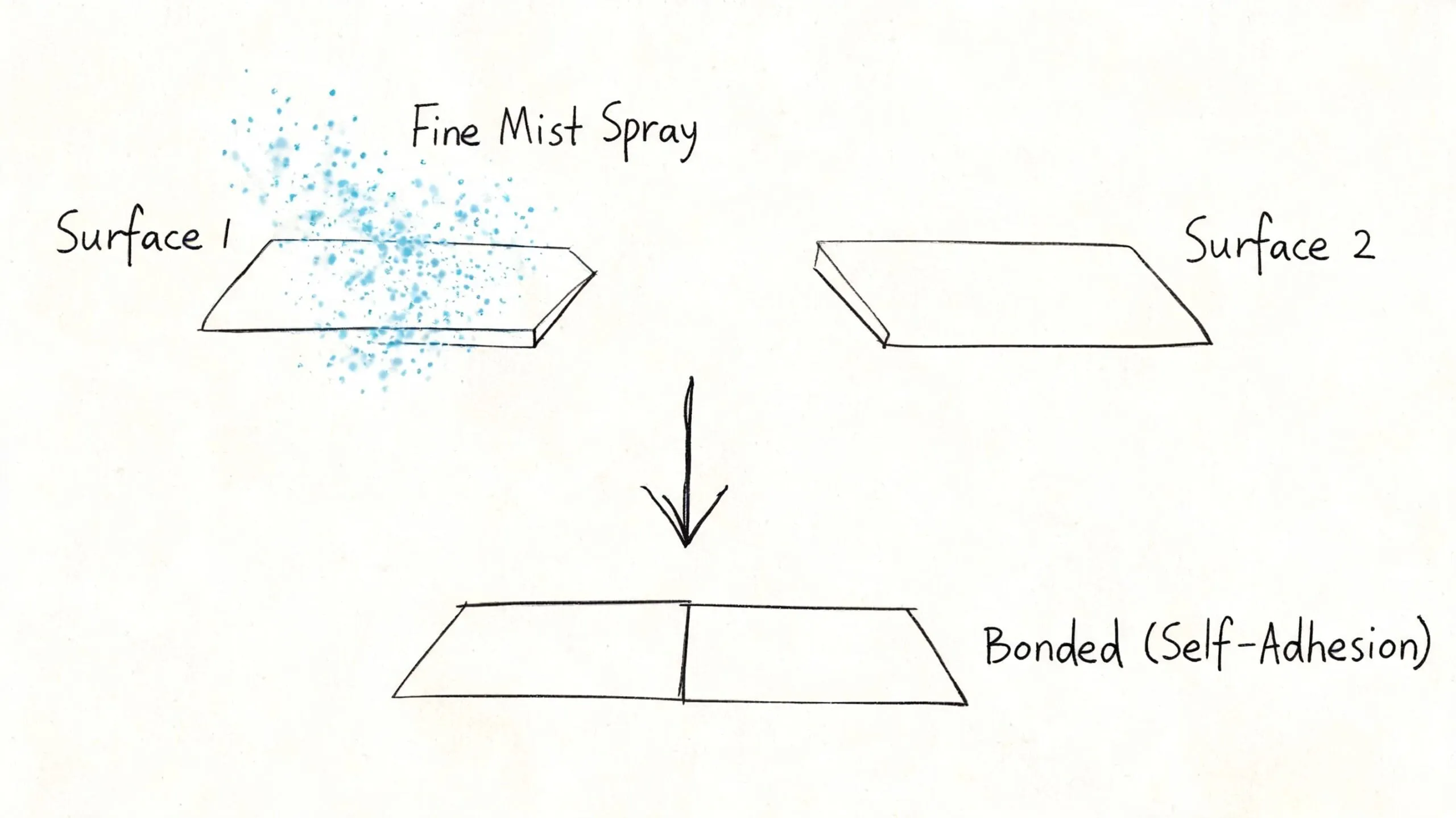
Su funcionamiento depende de la adhesión por contacto. El adhesivo se pulveriza sobre las dos superficies, se deja airear hasta que alcanza el punto de mordiente y, después, se unen las piezas con presión. La fijación aparece casi al instante. Por eso se utiliza en panelería, laminados y revestimientos donde no interesa esperar a que una masa húmeda cure entre soportes.
Por qué encaja en superficies grandes y materiales técnicos
En construcción modular y sanitaria abundan los sustratos poco porosos: HPL, chapa prelacada, melamina, ABS rígido o panel fenólico. Ahí una aplicación irregular pasa factura rápido. Se traduce en zonas con menos agarre, marcas visibles o rectificados que consumen tiempo de taller y horas de obra.
La pulverización ayuda a controlar tres variables que afectan al coste total de instalación:
- Uniformidad de cobertura en piezas anchas y planas.
- Rapidez de aplicación en series repetitivas.
- Menos exceso de producto en cantos, esquinas y caras vistas.
Esto reduce incidencias habituales como acumulaciones localizadas, vacíos de adhesivo o diferencias de agarre entre paneles del mismo lote.
El rendimiento real depende del punto de mordiente
El producto, por sí solo, no garantiza la unión. El resultado depende de acertar con la ventana de montaje. Si las piezas se juntan demasiado pronto, puede quedar disolvente retenido y la unión pierde estabilidad. Si se espera más de la cuenta, baja el mordiente y la pieza ya no asienta igual, algo especialmente delicado en paneles grandes que no admiten reposicionamiento.
Ese detalle marca la diferencia en obra hospitalaria y en fabricación modular. Un equipo entrenado gana velocidad porque trabaja con un método repetible. Un equipo sin control del tiempo de espera suele pagar la rapidez inicial con repasos, rechazo de piezas o incidencias en recepción.
Regla práctica: la cola de contacto en spray funciona mejor cuando el soporte está limpio, seco y bien preparado, y cuando el operario respeta la distancia de aplicación, el tiempo de aireación y la presión de pegado. En proyectos con plazos ajustados, ese control reduce más costes que una simple comparación por precio de envase.
Tipos y Compuestos Clave para Uso Profesional
En compra técnica, agrupar todas las colas de contacto en spray bajo una sola partida suele salir caro. La diferencia real está en la química, en la compatibilidad con el sustrato y en cómo responde el adhesivo bajo presión de plazo, transporte y limpieza posterior. En modular y hospitalario, ese matiz afecta al TCO. Un producto barato por envase puede multiplicar el coste si obliga a ventilar más tiempo, repetir paneles o inmovilizar una zona ya planificada para montaje.

Base disolvente frente a base agua
La base disolvente sigue resolviendo mejor muchas uniones sobre superficies cerradas o poco porosas. HPL, chapa pintada, fenólico, PVC rígido y ciertos laminados decorativos suelen pedir una humectación rápida y un mordiente estable. En taller y en obra, eso se traduce en menos incertidumbre cuando hay series repetitivas y tolerancias cortas.
El peaje es conocido. Hay más exigencia en ventilación, más atención a COV y menos margen en espacios sanitarios en uso o en módulos cerrados con renovación de aire limitada. Si el calendario obliga a pegar y cerrar el recinto el mismo día, este punto deja de ser secundario.
La base agua tiene sentido cuando el condicionante principal es reducir carga de disolventes o trabajar en interiores especialmente sensibles. Funciona bien en determinados soportes absorbentes y en procesos muy controlados, pero suele pedir más disciplina con temperatura, humedad ambiente y tiempo de evaporación. Si el equipo de aplicación rota mucho o el frente de trabajo cambia de una nave a una planta hospitalaria, conviene validar antes la estabilidad del proceso.
Neopreno y otras familias de caucho
En uso profesional, el neopreno sigue siendo una referencia porque combina agarre inicial alto con buen comportamiento en uniones de cara amplia. Es una formulación habitual para panelado, revestimientos técnicos, encimeras ligeras y acabados que no admiten deslizamiento en el momento del prensado.
No siempre es la opción correcta.
Hay formulaciones más flexibles que absorben mejor pequeñas dilataciones, vibración o movimiento del soporte. Pueden encajar en módulos transportables, remates sobre chapas finas o piezas donde confluyen materiales con distinta expansión térmica. A cambio, algunas sacrifican mordiente inicial o piden espesores de aplicación más consistentes para no perder rendimiento.
También cambia la resistencia química. En entorno hospitalario, el adhesivo no solo debe pegar. Debe soportar ciclos de limpieza, desinfectantes y cambios térmicos sin reblandecer ni marcar el revestimiento. Por eso la familia química no se elige solo por adherencia inicial, sino por la condición de servicio real.
El rango térmico y el servicio real
Un adhesivo puede funcionar bien en banco y fallar en explotación. En modular esto ocurre durante transporte, acopio exterior y cambios bruscos entre fabricación, logística y montaje final. En sanitario, el problema aparece después, con climatización continua, limpieza frecuente y uso intensivo.
La ficha técnica debe revisarse con una lógica de servicio, no de demostración comercial. Interesa comprobar tres cosas: temperatura de trabajo prevista, resistencia final una vez curado y compatibilidad con el régimen de limpieza del recinto. Si uno de esos puntos falla, la incidencia llega tarde y casi siempre cuesta más corregirla que haber comprado una formulación mejor desde el inicio.
| Tipo de formulación | Dónde suele encajar mejor | Ventaja principal | Riesgo principal |
|---|---|---|---|
| Base disolvente | HPL, metal pintado, fenólico, panel técnico | Humectación rápida y agarre inicial alto | Más exigencia de ventilación, COV y control de seguridad |
| Base agua | Interiores con limitaciones de emisiones y soportes absorbentes | Menor carga de disolventes | Más sensibilidad a temperatura, humedad y ventana de montaje |
| Base neopreno | Panel decorativo, revestimiento técnico, montaje rápido | Mordiente fiable y buena unión en superficies amplias | Menor tolerancia a errores de aplicación |
| Formulación flexible | Módulos transportables, soportes con ligera dilatación o vibración | Mejor adaptación mecánica | No siempre compensa en panel rígido o en montaje estático |
Selección de Adhesivos para Obra Modular y Sanitaria
En una obra sanitaria o modular, elegir adhesivo no es “decidir qué pega más”. Es filtrar por compatibilidad, entorno de uso y riesgo de incumplimiento. El material puede ser correcto y el producto también, pero si el soporte viene con tratamiento superficial, protector temporal o sellador de fábrica, la decisión cambia por completo.
Ese es uno de los puntos más desatendidos del mercado. Existe una brecha de información sobre cómo garantizar adhesión duradera en materiales tratados con recubrimientos antipolvo o selladores hospitalarios, porque los fabricantes no suelen detallar protocolos de descontaminación ni compatibilidad con primers específicos, tal como se señala en este análisis sobre la falta de protocolos claros en sprays de contacto.
El orden correcto para decidir
Cuando se prescribe una cola de contacto en spray para un proyecto de este tipo, conviene seguir un filtro técnico sencillo:
Identificar el sustrato real
No el nombre comercial del panel, sino la capa que realmente va a recibir el adhesivo. Un panel puede parecer homogéneo y llevar una película de protección, una imprimación de fábrica o un acabado que penaliza la adherencia.Revisar la energía superficial del material
PE, PP y algunos plásticos sanitarios flexibles son especialmente conflictivos. En esos casos, la cola de contacto convencional suele necesitar imprimación o directamente otro sistema adhesivo.Validar el entorno de servicio
Humedad, limpieza frecuente, temperatura y exposición a vibración no afectan igual a una sala técnica que a un módulo transportable.Cruzar la decisión con la ejecución real en obra
Hay adhesivos muy buenos en ficha que fallan cuando el equipo necesita velocidad, poco margen de ventilación o montaje en vertical.
Para profundizar en criterios de prescripción, resulta útil esta guía técnica sobre adhesivos para construcción modular.
Tabla de compatibilidad de materiales y adhesivos
| Material | Adhesivo recomendado | Requiere imprimación | Consideración clave |
|---|---|---|---|
| HPL y laminados decorativos | Cola de contacto en spray base disolvente | Normalmente no | Exige aplicación uniforme en ambas caras |
| Madera contrachapada y melamina | Cola de contacto en spray de uso profesional | Según estado superficial | Revisar polvo de corte y limpieza previa |
| Metal pintado | Formulación con buena humectación sobre sustrato compacto | A veces | Confirmar compatibilidad con la pintura |
| Panel fenólico | Spray de contacto de alto agarre inicial | Según acabado | Importa la limpieza y presión de ensamblaje |
| PE o PP | Adhesivo específico o sistema con primer | Sí, con frecuencia | La cola de contacto estándar no suele ser suficiente |
| PVC blando sanitario | Solución específica según fabricante | Habitual | La flexibilidad del soporte complica la unión |
Un fallo de selección rara vez aparece el mismo día. Suele salir cuando ya se ha cerrado el módulo, entra el uso real y despegar ya cuesta mucho más que prescribir bien.
Guía de Aplicación para Uniones Perfectas y Seguras
A las siete de la tarde, con el módulo listo para expedición al día siguiente, no falla el adhesivo por casualidad. Falla porque una cara quedó contaminada, porque se cerró antes de tiempo o porque nadie controló la presión en toda la superficie. En obra modular y hospitalaria, ese error no solo retrasa. También dispara el coste de retrabajo y puede dejar fuera de especificación un frente completo.
La unión fiable sale de un método repetible. En cola de contacto en spray, el equipo debe trabajar con una secuencia clara, sobre todo en paneles sanitarios, revestimientos interiores de módulos y piezas que luego quedan cerradas sin acceso fácil para reparación.
Preparación de superficie
El primer control se hace sobre el soporte, no sobre el envase. La superficie debe estar seca y libre de polvo, grasa, restos de film protector, siliconas, limpiadores y suciedad de manipulación. En entorno hospitalario y offsite, este punto pesa más porque muchos sustratos llegan ya acabados, pintados o con tratamientos superficiales que reducen la humectación del adhesivo.
Aquí se decide buena parte del resultado. Una melamina con polvo fino de corte, un metal pintado con restos de desmoldeante o un PVC sanitario limpiado con un producto inadecuado pueden parecer aptos a simple vista y fallar después en servicio.
Conviene revisar siempre tres puntos antes de pulverizar:
- Limpieza compatible con el sustrato. No todos los disolventes sirven para todas las superficies.
- Ausencia de humedad superficial. Si la pieza viene de almacén frío o de una zona con condensación, espere.
- Prueba previa en muestra real. En materiales complejos, una validación pequeña cuesta poco frente al desmontaje de un módulo ya cerrado.
Aplicación correcta del spray
La capa debe ser fina, continua y uniforme sobre ambas caras. La práctica correcta no consiste en cargar producto. Consiste en cubrir bien sin charcos ni acumulaciones, porque el exceso penaliza el secado, atrapa disolvente y deja zonas con respuesta desigual.
La distancia de aplicación debe mantenerse constante y la pulverización debe entrar perpendicular al plano. En piezas grandes, funciona mejor dividir mentalmente la superficie en franjas y solapar de forma regular. Ese hábito reduce vacíos en los extremos y sobrecargas en el centro, un problema frecuente cuando se trabaja con prisa o en vertical.
Un indicador sencillo ayuda mucho en obra. Si una cara queda visualmente homogénea y la otra presenta brillos irregulares, la aplicación no ha sido pareja. Corrija antes del cierre.
El tiempo de espera define la resistencia
La cola de contacto no se debe cerrar ni demasiado pronto ni demasiado tarde. Si se unen las piezas con el adhesivo aún fresco, la película no ha desarrollado el mordiente necesario. Si se deja pasar demasiado, la capacidad de adhesión baja y el montaje pierde fiabilidad.
El criterio útil en obra no es memorizar un único minuto de espera. Es verificar el estado de la película con las condiciones reales de ese día. Temperatura, ventilación, carga aplicada y tipo de sustrato cambian la ventana de trabajo. En fabricación modular y en entornos sanitarios, donde se combinan compactos, laminados y superficies poco absorbentes, conviene estandarizar una comprobación simple de tacto y aspecto para que todo el equipo cierre la unión en el mismo punto del proceso.
Un apoyo visual ayuda a estandarizar el criterio del equipo en obra:
Presión y cierre de la unión
La presentación de piezas debe quedar resuelta antes del contacto final. La cola de contacto en spray admite muy poco reposicionamiento, y ese límite se nota más en paneles grandes, esquinas vistas y revestimientos con junta crítica.
Después del cierre, aplique presión uniforme en toda la superficie. Un rodillo de presión, una espátula adecuada o un sistema equivalente mejora el contacto real entre capas y reduce bolsas, bordes levantados y puntos débiles. En hospitalario, donde la limpieza frecuente y el uso intensivo castigan mucho los cantos y encuentros, esa presión homogénea tiene impacto directo en la durabilidad y en el coste total de la solución.
Los errores que más incidencias generan en postventa son conocidos:
- Encolar solo una cara. La unión pierde consistencia desde el inicio.
- Cerrar fuera de ventana. Aparecen despegues prematuros o agarre irregular.
- Presionar solo con la mano y por zonas. Quedan bolsas y áreas mal asentadas.
- No secuenciar el montaje de paneles grandes. Se generan tensiones, arrugas o contactos accidentales antes de tiempo.
En compras y producción, interesa traducir esta rutina a coste real. Un adhesivo algo más caro pero estable en aplicación, con patrón de pulverización regular y menos incidencias de retrabajo, suele salir mejor en TCO que una opción barata que obliga a repetir frentes, retrasar expediciones o asumir reclamaciones en destino. Esa diferencia se nota mucho más en módulos sanitarios, donde reparar tarde casi nunca es barato.
Tiempos de Secado Curado y Normativa de Seguridad
En planificación de obra conviene separar dos conceptos que a menudo se mezclan. Uno es el tiempo de secado al tacto o ventana de trabajo. Otro es el momento en que la unión alcanza su resistencia final. Si se confunden, el error no aparece en la agenda, aparece en el acabado.
Lo que afecta al planning real
La cola de contacto en spray permite una manipulación rápida tras el montaje porque la adhesión se genera por contacto. Eso favorece secuencias de instalación ágiles. Pero la resistencia definitiva no debe darse por supuesta en el mismo momento de pegar. Durante las horas posteriores conviene evitar esfuerzos innecesarios, vibraciones y condiciones agresivas si la pieza aún no está estabilizada.
En proyectos industriales y sanitarios, esa diferencia afecta al orden de oficios. Si se pega un revestimiento y enseguida entra otro equipo a forzarlo, golpearlo o limpiarlo de forma intensiva, se compromete una unión que quizá estaba bien ejecutada.
Ventilación y control de COV
Las formulaciones base disolvente ofrecen ventajas claras en sustratos compactos, pero exigen una gestión seria de seguridad. En quirófanos, unidades de aislamiento, contenedores modulares y otros espacios cerrados, la necesidad de ventilación forzada no es negociable. La referencia de Pattex sobre este tipo de productos indica además la importancia de monitorizar niveles de COV en entornos donde aplican la UNE‑EN 16001 y la normativa de seguridad química.
Para el jefe de obra o de compras, esto cambia el enfoque. El adhesivo no se elige solo por agarre. Se elige también por el impacto operativo que tiene sobre ventilación, permisos, secuencia de instalación y seguridad del personal.
En un módulo cerrado, un adhesivo mal planificado bloquea más que una entrega tardía. Obliga a parar, ventilar y reordenar oficios.
Medidas mínimas que no conviene relajar
- Ventilación efectiva en la zona de aplicación, no solo apertura ocasional.
- EPI adecuados para vapores orgánicos y contacto dérmico.
- Separación clara de zonas sensibles cuando la aplicación se hace en entornos hospitalarios o prefabricados cerrados.
- Revisión documental del producto antes de entrada en obra, especialmente si el proyecto exige bajas emisiones.
Optimización de Compras y Suministro para Proyectos
El error más común en compras es comparar solo el precio por envase. En cola de contacto en spray, ese dato sirve poco si no se cruza con rendimiento real, velocidad de instalación, merma, seguridad de aplicación y riesgo de incidencia. El departamento de compras no necesita “el bote más barato”. Necesita la opción que cierre mejor el coste total de la unidad de obra.
Aquí aparece un problema real del mercado. No existe un análisis público comparativo del coste por unidad de obra o del rendimiento real en proyectos hospitalarios a escala, lo que dificulta calcular el ahorro en mano de obra y tiempo frente a adhesivos convencionales, tal como recoge esta referencia sobre el vacío de análisis de TCO en cola de contacto en spray. Por eso el análisis de TCO se vuelve una herramienta práctica, no una teoría de despacho.
Qué debe mirar compras además del precio
Un criterio sólido de aprovisionamiento incluye varios planos a la vez:
- Compatibilidad técnica. Si el adhesivo no encaja con el sustrato real, el ahorro inicial desaparece.
- Estabilidad de suministro. Una rotura de stock en una fase de cierre de módulos cuesta mucho más que una diferencia de tarifa.
- Documentación y homologación. En obra sanitaria, pedir después la trazabilidad suele llegar tarde.
- Impacto sobre montaje. Un producto que simplifica aplicación puede reducir horas improductivas y retrabajos.
La cadena de suministro también forma parte del rendimiento
En proyectos con varios frentes abiertos, conviene tratar estos adhesivos como un suministro programado. Eso implica entregas acompasadas a planificación, validación previa de fichas y control de sustituciones. Cambiar de referencia en mitad de una obra por disponibilidad es una fuente clásica de problemas.
También tiene sentido integrar el adhesivo dentro de una estrategia más amplia de compras, especialmente cuando convive con otros consumibles y materiales técnicos. Este enfoque se desarrolla bien en una guía de optimización de suministros para grandes obras, donde la clave no está en comprar más barato una línea aislada, sino en reducir fricción operativa y riesgo de parada.
Si necesita apoyo para definir qué cola de contacto en spray encaja mejor con su proyecto modular u hospitalario, Mobel Suministros S.L. puede ayudarle a revisar compatibilidad de materiales, requisitos de suministro, trazabilidad y criterios de compra con enfoque técnico y logístico.