Si ahora mismo estás cerrando un pedido para paneles, pods de baño, cubiertas técnicas o revestimientos de una ampliación hospitalaria, sabes dónde se atasca de verdad la decisión. No suele fallar la idea del proyecto. Fallan los detalles de material. Un refuerzo que parecía “equivalente” acaba dando problemas de impregnación. Una ficha técnica llega incompleta. Un suministro entra en obra sin la trazabilidad que luego exige dirección facultativa. Y lo que parecía una compra menor se convierte en una incidencia de plazo.
En ese escenario, la fibra de vidrio manta suele aparecer tarde en la conversación, aunque muchas veces debería entrar antes. No es un accesorio sin más. En modular y hospitalario, afecta a peso, rigidez, impermeabilización, facilidad de fabricación, limpieza del proceso y compatibilidad con resinas. También afecta a compras. Porque una manta mal especificada no solo rinde peor. También complica homologación, stock y reposición.
La Solución Oculta en Proyectos de Alto Rendimiento
Un jefe de producción de módulos sanitarios no suele pedir “manta de fibra de vidrio” como si estuviera comprando un consumible genérico. Lo que realmente necesita es otra cosa: un laminado estable, repetible y fácil de fabricar, que no penalice transporte ni montaje, y que además encaje con las exigencias de obra y de uso final.
Eso pasa en ampliaciones hospitalarias, en cubiertas técnicas y en unidades prefabricadas donde cada kilo y cada junta cuentan. En esos proyectos, el material que refuerza el composite tiene que trabajar bien en taller y seguir funcionando después, cuando el módulo ya está instalado y la corrección cuesta mucho más. Por eso conviene revisar el sistema completo de materiales desde una lógica de rendimiento, como se plantea en esta guía de materiales para construcción modular en proyectos profesionales.
La razón de fondo es simple. La construcción está empujando la demanda de soluciones duraderas y de alto rendimiento, y eso también se refleja en el mercado de estas mantas. El mercado global de mantas de fibra de vidrio fabricadas en húmedo fue valuado en USD 424,26 millones en 2024 y se proyecta que alcance USD 686,49 millones para 2032, con una CAGR del 6,2%, según el informe sobre wet-laid fiberglass mat market de Data Bridge Market Research.
En compras técnicas, el error habitual no es pagar más por un buen material. Es pagar dos veces por uno mal definido.
La manta entra muchas veces como solución silenciosa. No luce en memoria de calidades como un cerramiento visible ni pesa en presupuesto como una instalación crítica. Pero cuando se especifica bien, ayuda a sostener tres objetivos a la vez. Integridad estructural, control de humedad y fabricabilidad.
Qué es la Manta de Fibra de Vidrio y Cómo Funciona
En un módulo sanitario prefabricado, una pieza mal resuelta en taller puede convertirse en una incidencia cara cuando ya está montada, sellada y validada para uso. Por eso conviene entender la manta de fibra de vidrio como un material de proceso y de prestación final al mismo tiempo.
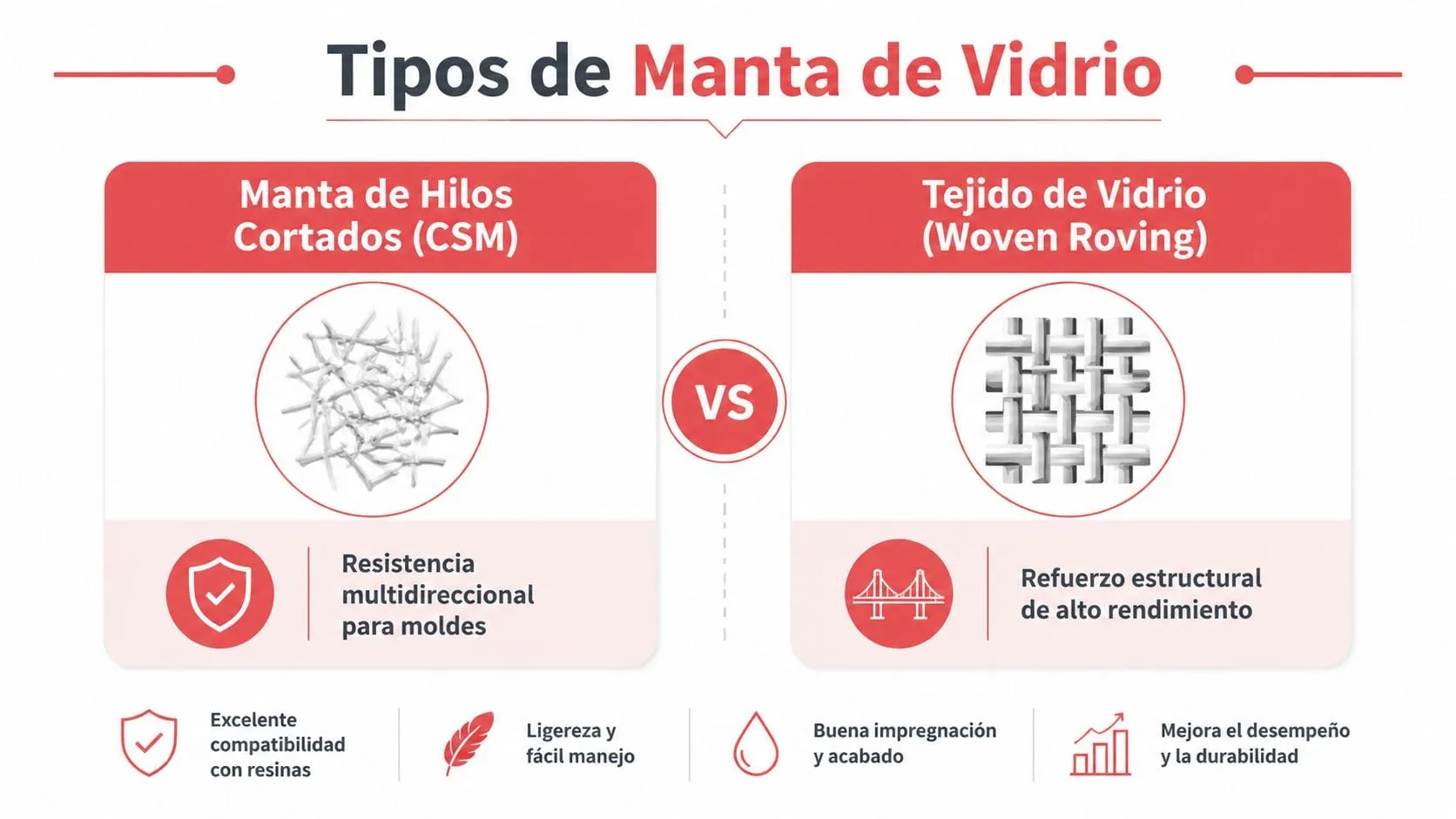
La fibra de vidrio manta es un refuerzo no tejido formado por filamentos cortados, normalmente de vidrio tipo E, distribuidos de manera aleatoria y unidos por un ligante. Esa estructura explica su comportamiento. No concentra la resistencia en una sola dirección y se adapta mejor a geometrías irregulares que otros refuerzos más orientados.
La lógica del material compuesto
La manta por sí sola no define una pieza útil para obra. La prestación aparece cuando trabaja con la resina adecuada y ambos materiales forman un laminado de PRFV, plástico reforzado con fibra de vidrio. La fibra aporta capacidad mecánica y control de fisuración interna. La resina da cohesión, fija la forma, transmite cargas entre filamentos y protege frente a humedad y agentes químicos.
Ese punto tiene impacto directo en compras y prescripción. Una manta bien elegida, pero mal combinada con la resina o con un proceso de laminación inadecuado, genera problemas conocidos en fabricación: mala impregnación, exceso de consumo, porosidad, variación de espesores y retrabajos. En proyectos modulares y hospitalarios, esos fallos afectan plazo, limpieza de ejecución y conformidad de la pieza terminada.
La aleatoriedad de las fibras también tiene un valor práctico. Ayuda a repartir esfuerzos en varias direcciones y facilita el trabajo en radios, encuentros y cambios de plano, donde un tejido más direccional exige más técnica o más capas para resolver la misma geometría.
Cómo funciona en taller y qué implica para el proyecto
La manta absorbe resina y se conforma sobre el molde o soporte hasta crear capas sucesivas del laminado. Si el ligante es compatible con el sistema elegido, la fibra se abre bien, la impregnación es uniforme y el operario controla mejor el espesor. Si esa compatibilidad falla, aparecen zonas secas, bolsas de aire o una laminación más lenta de lo previsto.
Eso explica por qué sigue siendo una solución habitual en piezas de PRFV fabricadas en serie corta y media. En entornos donde cada hora de taller cuenta, la manta ofrece tres ventajas claras:
- Adaptación geométrica en piezas con curvas, remates y transiciones.
- Refuerzo más isotrópico que el de soluciones pensadas para una sola dirección de carga.
- Procesabilidad estable en producción repetitiva, con menos dependencia de maniobras complejas.
En términos comerciales, esto se traduce en algo muy concreto. Menos dificultad de laminación suele significar menos rechazo, menos variación entre piezas y una previsión de consumo más fiable para compras.
Lo que conviene tener claro antes de especificarla
No todas las mantas responden igual, aunque se describan de forma parecida en una oferta. Cambian el tipo de ligante, la compatibilidad química, la facilidad de desaireado, el comportamiento frente a la resina y la calidad del acabado final. Saint-Gobain ADFORS describe la chopped strand mat como un refuerzo de filamentos cortados unidos con binder, diseñado para adaptarse bien a superficies complejas y para su uso con sistemas de resina específicos, como recoge su documentación técnica sobre chopped strand mat de fibra de vidrio.
Para un responsable de proyecto, la consecuencia es simple. La manta no se compra solo por precio por rollo. Se compra por compatibilidad con el proceso, por repetibilidad de fabricación y por el nivel de riesgo que introduce en una obra donde cualquier sustitución tardía complica el cumplimiento de plazos, control documental y exigencias del CTE.
Tipos y Propiedades Técnicas Determinantes
En un pedido para pods sanitarios, paneles técnicos o cubetos de instalaciones, el error suele aparecer antes de entrar en producción. Se especifica una manta por precio o por disponibilidad inmediata, sin cerrar bien gramaje, ligante y compatibilidad con la resina del proceso. Luego llegan las desviaciones: más consumo del previsto, peor compactación, acabados irregulares y un plazo de fabricación más difícil de sostener.
La primera variable que conviene fijar es el gramaje. Define cuánta fibra entra en el laminado por metro cuadrado y condiciona tres cosas que afectan directamente al coste final de la pieza: espesor alcanzable, consumo de resina y facilidad de impregnación. En el mercado es habitual trabajar con referencias como 100 g/m², 300 g/m² y 600 g/m². El MAT 300 se usa con frecuencia como punto de equilibrio en aplicaciones generales de PRFV, pero esa elección solo funciona si la carga, el acabado y el proceso de fabricación van en la misma dirección.
Qué cambia según el gramaje
Más gramaje aporta más fibra. También exige más control en taller.
En una capa ligera, la manta se adapta mejor a geometrías complejas y ayuda a contener defectos visuales en superficie. En una capa pesada, aumenta la capacidad de refuerzo y acelera la ganancia de espesor por pasada, pero penaliza la impregnación si la resina, la presión de rodillado o el tiempo de trabajo no están bien ajustados. Para compras, esto tiene una lectura sencilla: pedir más gramaje del necesario no mejora el proyecto por sí solo. Puede aumentar merma, tiempo de laminación y variabilidad entre piezas.
| Gramaje | Uso habitual | Lo que aporta | Lo que penaliza |
|---|---|---|---|
| 100 g/m² | Acabados y capas de terminación | Mejor adaptación superficial | Poco aporte mecánico |
| 300 g/m² | Aplicación general | Equilibrio entre resistencia y manejabilidad | Puede quedarse corto en zonas con mayor solicitación |
| 600 g/m² | Refuerzos de alta consistencia | Mayor resistencia y espesor por capa | Más exigencia en impregnación y manipulación |
La selección debe responder al uso real de la pieza. En cerramientos ligeros, tapas, remates o superficies vistas, un gramaje excesivo complica el proceso y no siempre añade valor. En bases, bancadas, cubetos, zócalos técnicos o elementos sometidos a limpieza intensiva y golpes de servicio, quedarse corto suele traducirse en reparaciones, refuerzos posteriores o rechazo interno.
Ligante y compatibilidad con resina
El segundo punto de control es el aglomerante. Aquí se decide buena parte del comportamiento de la manta durante la humectación y la apertura de fibras. Es un detalle técnico, pero también un asunto de compras, porque una ficha incompleta en este punto suele acabar en incidencias de producción.
Dos configuraciones aparecen con frecuencia:
- Emulsión. Suele dar buena apertura y un mojado rápido en sistemas con resina poliéster.
- Polvo. Puede encajar mejor cuando se busca compatibilidad con distintos sistemas de resina o cuando el proceso exige un comportamiento más estable en determinadas formulaciones epoxi.
La compatibilidad no debe asumirse. Debe verificarse en ficha técnica y, si el proyecto tiene repetición seriada, también con una prueba real de taller. En construcción hospitalaria y modular, donde cada lote debe sostener el mismo estándar de acabado, limpieza y trazabilidad, conviene alinear esta decisión con los criterios de materiales exigidos en la prescripción. Para ese contexto resulta útil revisar una guía técnica sobre materiales con certificación sanitaria para construcción hospitalaria y modular.
Propiedades que sí afectan al resultado final
No todas las propiedades pesan igual en una decisión de compra. Las que suelen generar diferencia en coste, plazo y conformidad son estas:
- Capacidad de impregnación, para reducir vacíos y zonas secas.
- Regularidad del gramaje, para mantener consistencia entre lotes.
- Adaptación a radios, esquinas y encuentros, sobre todo en piezas no planas.
- Compatibilidad química con la resina y el proceso de curado previstos.
- Estabilidad de suministro, para evitar cambios de comportamiento dentro de una misma serie de fabricación.
En prescripción técnica, estas propiedades conviene pedirlas por escrito. En compras, conviene vincularlas al uso final de la pieza y no solo al coste por rollo. Esa diferencia importa mucho en proyectos modulares y hospitalarios, donde una sustitución tardía no solo altera el taller. También complica la homologación interna, la documentación de obra y el cumplimiento de especificaciones ligadas al CTE y al plan de suministro.
Usos Estratégicos en Proyectos Modulares y Hospitalarios
En modular, la manta funciona bien cuando la pieza tiene que salir de taller con una combinación difícil: suficiente rigidez, peso contenido y un acabado que permita instalación rápida. En hospitalario, además, esa pieza no solo tiene que aguantar. Tiene que limpiar bien, resistir humedad y encajar con requisitos de uso intensivo.
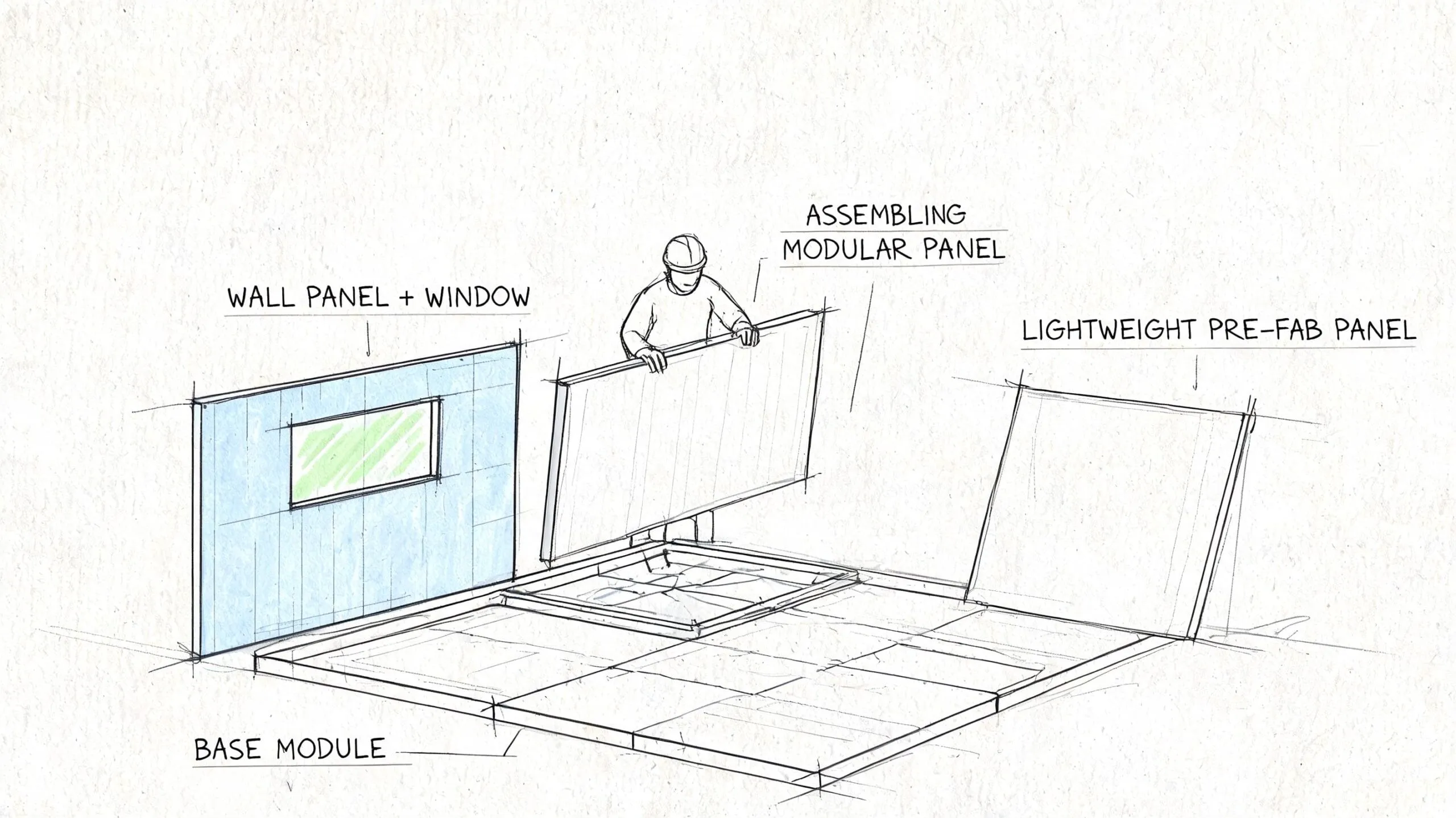
Dónde encaja mejor en construcción modular
Los casos más claros aparecen en paneles, piezas de envolvente, pods sanitarios y elementos moldeados que deben repetirse con poca variación. Ahí la manta no compite solo por resistencia. Compite por facilidad de fabricación y por logística.
Una manta MAT de 300 g/m² con emulsión soluble en resinas poliéster o epoxi puede llevar la resistencia a tracción en compuestos PRFV hasta 200-300 MPa, reducir la delaminación por fatiga en un 40% y disminuir el peso estructural en un 25% frente a laminados tradicionales en proyectos hospitalarios, cumpliendo con exigencias del CTE, según la ficha técnica de Feroca para fibra de vidrio MAT de refuerzo 300 gr/m².
Eso tiene consecuencias directas para el jefe de proyecto. Menos peso significa menos penalización en transporte y elevación. Menos delaminación significa menos riesgo de fallo prematuro en servicio. Y un material que se trabaja bien en hand lay-up reduce variaciones entre operarios.
Aplicaciones donde aporta más valor
En entorno hospitalario, la utilidad se ve mucho en zonas húmedas y en componentes que deben mantener estabilidad con limpieza frecuente y uso intenso. También en piezas secundarias que, si fallan, generan una incidencia crítica por filtración o por parada operativa.
Algunos usos especialmente razonables son estos:
- Pods de baño prefabricados con necesidad de laminado continuo y encuentros sellables.
- Cubiertas e impermeabilizaciones donde interesa una barrera homogénea y durable.
- Moldes para paneles modulares cuando la repetibilidad de la pieza es prioritaria.
- Revestimientos técnicos en locales con limpieza frecuente y exposición a humedad.
En obras sanitarias, además, la selección del material debe ir alineada con una visión más amplia de homologación y prescripción, como se desarrolla en esta guía técnica sobre materiales con certificación sanitaria para construcción hospitalaria y modular.
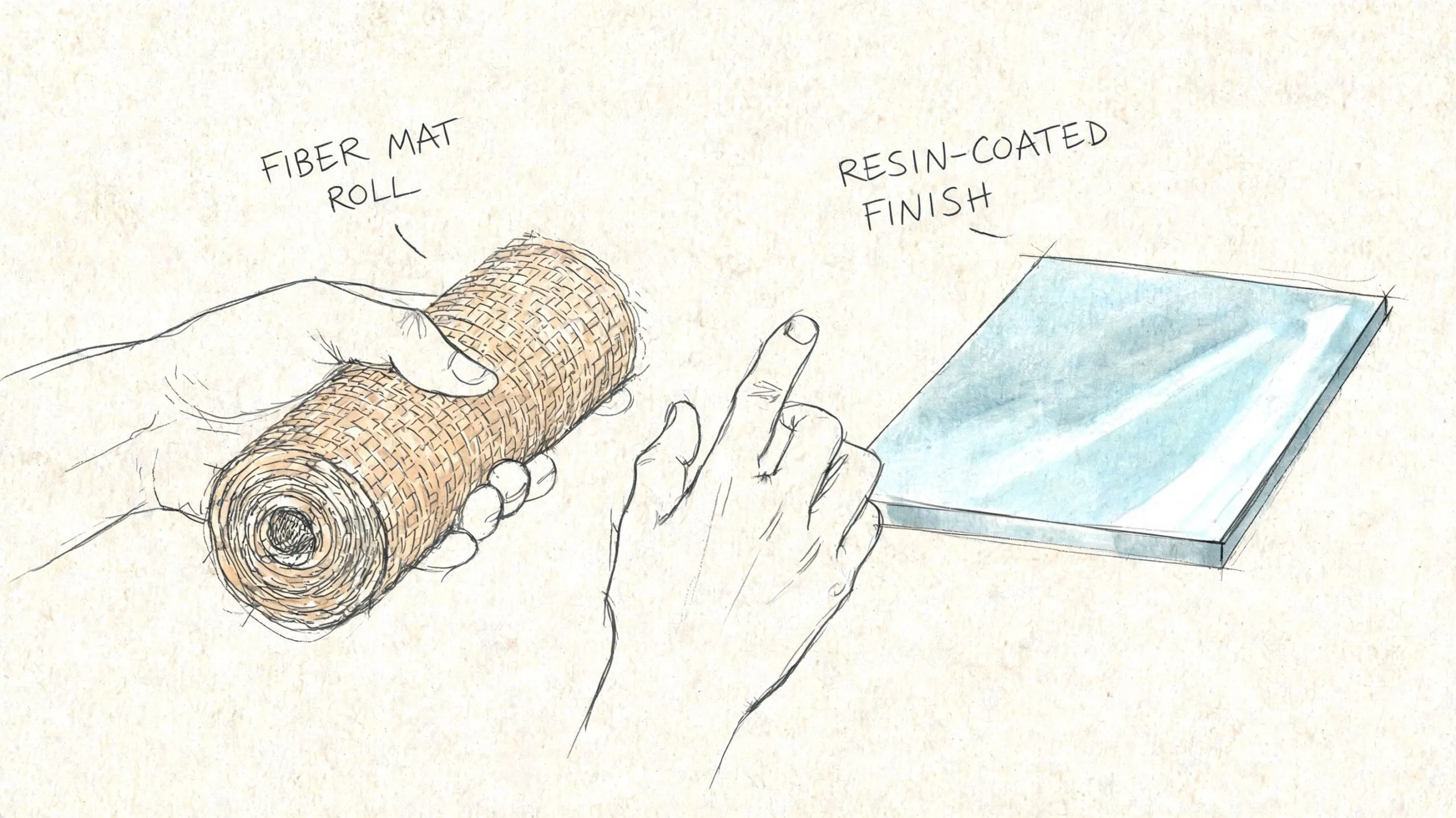
Una demostración visual del tipo de aplicación y manipulación ayuda a entender por qué este formato sigue siendo tan utilizado en fabricación compuesta industrial:
Si la pieza debe viajar, izarse y montarse sin castigar estructura auxiliar, el ahorro de peso deja de ser un detalle técnico y se convierte en una ventaja operativa.
Criterios Clave para la Selección y Compatibilidad con Resinas
Elegir bien una fibra de vidrio manta no consiste en pedir “MAT 300” y dar el asunto por cerrado. Ese dato ayuda, pero no basta. La compra correcta sale de cruzar cuatro variables: aplicación, resina, proceso de fabricación y condicionantes de sostenibilidad o prescripción.
La secuencia de decisión que evita errores
Cuando reviso especificaciones, el fallo más común es empezar por el precio. Conviene empezar por la función de la pieza. Después, por la química del sistema. Solo entonces tiene sentido comparar oferta.
Una forma práctica de decidir es esta:
Definir el papel del laminado
No es lo mismo una capa de acabado que un refuerzo principal o una barrera de impermeabilización integrada.Confirmar la resina real del proceso
Si la línea trabaja con poliéster, la ventana de opciones suele ser distinta que si trabaja con epoxi o viniléster.Revisar cómo se fabrica la pieza
Hand lay-up, moldeo en taller o fabricación repetitiva no castigan igual al material.Comprobar qué exige el cliente final
En hospitalario, la documentación y la conformidad pesan tanto como el rendimiento.
Para no perderse en fichas y equivalencias, ayuda mucho dominar el lenguaje del fabricante y de la documentación técnica. Esta guía para interpretar la ficha técnica de un producto industrial en construcción resulta útil precisamente en ese punto.
Qué funciona y qué no suele funcionar
Hay decisiones que en taller se notan enseguida.
Funciona bien cuando:
- La manta y la resina están pensadas como sistema, no como compras separadas.
- Se especifica el tipo de aglomerante, no solo el gramaje.
- Se valida una muestra real antes de cerrar una serie o una importación.
- Se comprueba el comportamiento sobre el sustrato si la pieza va adherida a acero galvanizado, hormigón u otro soporte.
Suele funcionar mal cuando:
- Se sustituye una referencia por otra “similar” sin revisar compatibilidad.
- Se mezcla suministro de distintos lotes o fabricantes en una misma producción.
- La compra se basa en una ficha resumida con datos comerciales pero sin soporte técnico completo.
El criterio sostenible ya entra en la ecuación
La sostenibilidad ya no es una nota al pie en muchos proyectos. En España, las importaciones de manta de fibra de vidrio ecológica de bajo COV y fibras bio-solubles crecieron un 32% en 2025, y su coste inicial se sitúa en torno a 1,8 €/m² frente a 1,2 €/m² en la estándar, aunque se amortiza mediante incentivos fiscales y requisitos de construcción sostenible, según la referencia comercial utilizada para este segmento en BigMat La Plataforma.
Eso obliga a compras a pensar más allá del coste directo por metro cuadrado. Si la obra entra en criterios ambientales, licitación pública exigente o una estrategia de certificación, una manta sostenible puede tener sentido aunque el precio de entrada sea superior.
Comprar solo por tarifa unitaria en composites suele esconder el coste real. El coste real aparece cuando el material entra en proceso.
Normas, Manipulación Segura y Almacenamiento
En una obra hospitalaria modular, un rollo mal almacenado puede generar rechazo en recepción, retrasar el montaje y abrir una discusión evitable entre compras, obra y calidad. Con la manta de fibra de vidrio, la incidencia rara vez empieza en la ficha técnica. Suele empezar en cómo se recibe, se manipula y se conserva el material hasta su uso.
Para proyectos en España, el criterio práctico es claro. La documentación del producto debe encajar con el uso previsto, con las exigencias del CTE y con los controles internos de obra o de fabricación. No basta con pedir una manta “equivalente” y asumir que todo lo demás está resuelto. En entornos hospitalarios, esa suposición sale cara porque la trazabilidad documental, la reacción al fuego de la solución final y la limpieza de ejecución suelen revisarse con más rigor.
Qué revisar antes de aprobar material
Antes de liberar una partida para producción o instalación, conviene validar cuatro puntos que reducen incidencias reales en obra y en taller:
- Marcado CE y declaración aplicable. Deben corresponder al producto recibido, no a una familia genérica del catálogo.
- Clasificación de reacción al fuego de la solución constructiva. La referencia habitual es UNE-EN 13501-1, pero la clasificación debe revisarse sobre el sistema completo, no solo sobre la manta aislada.
- Documentación técnica y ensayos disponibles. Si el proyecto exige prestaciones concretas, la ficha comercial no sustituye los informes o declaraciones que las acreditan.
- Trazabilidad de lote. Sin identificación de lote, cualquier no conformidad posterior se convierte en un problema de recepción, reposición y responsabilidad.
En hospitales y edificios industrializados, este control afecta al plazo. Si una partida queda retenida por falta de documentos o por discrepancias entre etiqueta, albarán y ficha técnica, el coste no se limita al material. También impacta en secuencia de montaje, coordinación de oficios y ocupación de espacio de acopio.
Manipulación segura en taller y en obra
La manta de fibra de vidrio puede liberar partículas durante el corte, el ajuste o la preparación en seco. La irritación cutánea, ocular o respiratoria no es un riesgo teórico. Es una incidencia habitual cuando el material se manipula sin método o en zonas mal ordenadas.
La práctica recomendada incluye medidas simples y efectivas:
- Guantes de trabajo para corte, posicionamiento y retirada de recortes.
- Protección ocular en operaciones por encima de la cabeza o con riesgo de desprendimiento de fibras.
- Mascarilla FFP2 si hay corte en seco, polvo en suspensión o ventilación insuficiente.
- Ropa de trabajo de manga larga cuando la exposición sea continuada.
- Limpieza frecuente de la zona para evitar acumulación de recortes en pasos, bancadas o mesas de preparación.
La diferencia entre un equipo que trabaja bien este material y otro que acumula incidencias suele estar en la rutina. Abrir el rollo sin arrastrarlo, cortar con útiles adecuados, separar recortes de inmediato y evitar barrido en seco reduce molestias y también merma de producto.
Almacenamiento que protege el rendimiento
El almacenamiento incorrecto altera el comportamiento de la manta antes de entrar en proceso. Si gana humedad, si se deforma por apilado o si permanece demasiado tiempo expuesta a calor y radiación, aparecen problemas de apertura, humectación y regularidad en la aplicación.
| Aspecto | Criterio práctico |
|---|---|
| Humedad | Guardar en zona seca, sin contacto con condensaciones ni suelo húmedo |
| Radiación solar | Evitar exposición directa y prolongada |
| Apilado | Proteger los rollos frente a deformación, aplastamiento o golpes |
| Rotación | Aplicar control por lote y fecha de recepción |
| Embalaje | Mantener el embalaje intacto hasta el momento de uso, salvo inspección |
En compras esto tiene una lectura directa. Un material bien especificado también puede fallar si llega antes de tiempo a obra, se almacena en un contenedor sin control ambiental o se reparte entre varios frentes sin trazabilidad. En proyectos modulares, donde el ritmo de producción depende de secuencias cortas y repetibles, ese tipo de fallo rompe la cadencia de fabricación. En hospitales, además, puede comprometer la conformidad documental de una partida completa.
Si la manta abre mal, moja mal o presenta deformación, no conviene forzar su uso. Conviene inmovilizar la partida, revisar lote, condiciones de almacenamiento y fecha de recepción, y decidir con datos si procede aceptar, segregar o reponer. Esa disciplina evita más coste que cualquier ahorro logrado al relajar el control de acopio.
Especificaciones para Prescripción e Importación Estratégica
Cuando arquitectura, ingeniería y compras redactan un pliego para composites o impermeabilización reforzada, la especificación no debería quedarse en “manta de fibra de vidrio”. Eso es insuficiente para comparar ofertas y casi inútil para prevenir sustituciones discutibles.
Qué conviene dejar por escrito
Una prescripción sólida suele incluir, como mínimo, estos campos:
- Tipo de material. MAT u otra familia de refuerzo.
- Gramaje requerido. Por ejemplo, 300 g/m² si esa es la base del diseño.
- Tipo de aglomerante. Especialmente si la compatibilidad con la resina es crítica.
- Sistema de resina previsto. Poliester, epoxi u otro.
- Exigencias documentales. Marcado CE, trazabilidad de lote y ensayos aplicables.
- Condiciones de suministro. Formato, embalaje, identificación y reposición.
Eso evita una parte grande de los problemas de homologación y recepción. También facilita que taller, obra y compras estén leyendo la misma especificación, no tres versiones distintas del mismo producto.
La compra estratégica no termina en la ficha técnica
En importación o aprovisionamiento a medida, el punto crítico no es solo encontrar un fabricante. Es asegurar consistencia. En este tipo de material, la diferencia entre una compra correcta y una compra problemática suele estar en el control previo: validación de muestra, revisión documental, seguimiento de producción y logística coordinada con el calendario real de obra.
Cuando esa cadena se gestiona bien, la manta deja de ser un consumible reactivo. Pasa a ser una pieza bien integrada en la estrategia de suministro del proyecto, con menos incertidumbre de calidad, menos riesgo de sustitución y mejor capacidad de reposición.
Si tu equipo necesita apoyo para especificar, homologar o importar fibra de vidrio manta y otros materiales técnicos para construcción modular u hospitalaria, Mobel Suministros S.L. puede ayudarte a alinear compra, documentación y logística con las exigencias reales de obra. Su enfoque B2B conecta directamente necesidad técnica, control de suministro y trazabilidad, algo especialmente valioso cuando el plazo y el cumplimiento no admiten improvisación.