La incidencia suele aparecer cuando la obra ya va con presión de plazo. Un equipo vibra más de lo previsto, una bancada modular empieza a transmitir movimiento a la tornillería o una conexión roscada en una instalación sanitaria pierde estabilidad y obliga a reabrir un tramo ya rematado. En ese punto, el problema ya no es el tornillo. Es la decisión técnica que se tomó antes.
El fijador de rosca se sigue tratando a menudo como un consumible menor, casi al nivel de una ayuda de montaje. En obra industrializada, climatización, fontanería técnica y mantenimiento hospitalario, ese enfoque sale caro. Elegir bien entre fijar, sellar, permitir desmontaje o trabajar sobre materiales complejos marca la diferencia entre una unión fiable y una intervención repetitiva.
Tabla de Contenidos
- La importancia crítica de la fijación en uniones roscadas
- Qué es un fijador de rosca y cómo funciona
- Tipos de fijadores de rosca por resistencia y color
- Aplicaciones clave en construcción modular y sanitaria
- Guía de compatibilidad y preparación de superficies
- Criterios de compra para departamentos de compras y logística
- Métodos correctos de aplicación y retirada segura
La importancia crítica de la fijación en uniones roscadas
En una ampliación hospitalaria o en un edificio modular, una unión roscada que se afloja no genera solo una incidencia de mantenimiento. Puede comprometer la continuidad de servicio, retrasar certificaciones internas, obligar a desmontar cerramientos y añadir trabajo correctivo en zonas donde ya no debería entrar nadie salvo para inspección.
La causa real casi nunca es una sola. Se combinan vibración, microjuego entre filetes, dilataciones térmicas, pares mal mantenidos y decisiones de montaje tomadas con lógica de taller ligero en entornos que exigen comportamiento estable. Ahí es donde el fijador de rosca deja de ser accesorio y pasa a ser una solución de ingeniería aplicada.
Muchos equipos siguen confiando en arandelas, reaprietes programados o bloqueos mecánicos como única defensa. Funcionan en ciertos contextos. No siempre bastan cuando la unión está sometida a ciclos, acceso difícil o requisitos de mantenimiento controlado. La tornillería necesita una estrategia, no solo un par de apriete.
Regla práctica: si el coste de volver a acceder a la unión es alto, la fijación química ya no es una opción secundaria.
Esto afecta a soportación, climatización, racks, bastidores metálicos, anclajes de equipos y conjuntos donde conviven montaje rápido y exigencia de fiabilidad. También condiciona la selección del elemento roscado. Si la base del montaje no está bien definida, ni el mejor fijador corregirá una elección deficiente de tornillo o tuerca. Conviene revisar desde el inicio los tornillos de fijación para montajes industriales y de obra.
El coste oculto de no fijar bien
Los fallos más caros no suelen ser catastróficos. Son repetitivos. Una unión vuelve a aflojarse, un equipo transmite vibración, un instalador reaprieta, se da por resuelto y la incidencia reaparece semanas después. Ese ciclo consume horas, coordinación y margen.
En proyectos grandes, además, aparecen dos impactos menos visibles:
- Desviación de mantenimiento: el equipo técnico dedica tiempo a corregir uniones que deberían haber quedado resueltas en montaje.
- Ruido en compras y reposición: se piden soluciones reactivas distintas según cuadrilla, sin criterio homogéneo.
- Riesgo documental: cuando hay auditoría interna o revisión de calidad, cuesta justificar por qué unas uniones se montaron con criterio químico y otras no.
El fijador de rosca bien elegido ordena esa parte del proyecto. No sustituye al diseño ni al apriete correcto, pero evita que la unión dependa solo de que nadie la moleste.
Qué es un fijador de rosca y cómo funciona
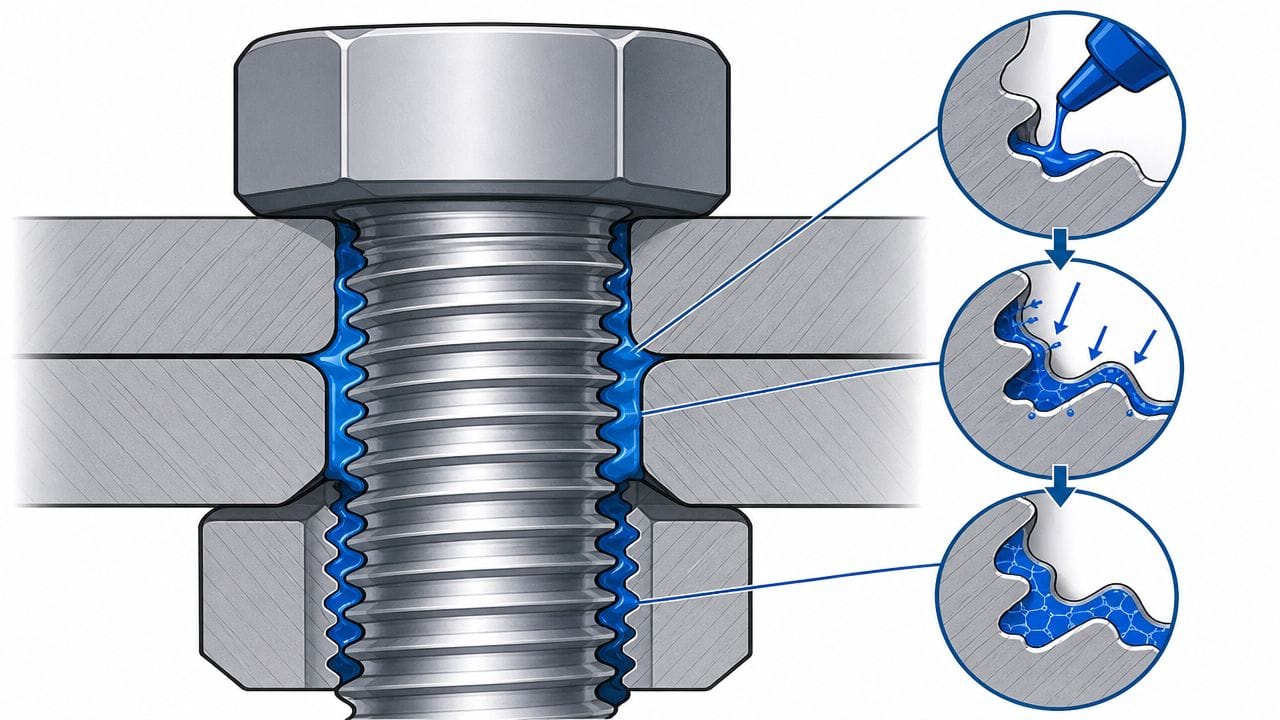
Un fijador de rosca anaeróbico no actúa como un pegamento convencional. Su función técnica es mucho más concreta. Rellena la holgura entre filetes, cura por reacción anaeróbica y transforma un líquido en un plástico termoestable duradero, lo que ayuda a prevenir el autoaflojamiento, aportar resistencia a vibraciones y sellar la rosca; además, sus tiempos de fijación pueden variar entre 10 minutos y 24 horas, según producto y condiciones, tal como resume la explicación técnica sobre fijadores anaeróbicos de Valsur.
No es un pegamento convencional
La forma más clara de entenderlo es pensar en un relleno activo. Entre macho y hembra siempre existe una microholgura. Mientras esa holgura queda libre, la vibración y los cambios térmicos permiten pequeños movimientos. Esos movimientos terminan reduciendo la precarga de la unión.
El fijador ocupa ese espacio y cura cuando queda confinado entre superficies metálicas y sin presencia de aire. Por eso su comportamiento depende tanto del material, de la limpieza y del tipo de aplicación. No se trata de “pegar fuerte”. Se trata de estabilizar la unión.
Si la unión trabaja, el filete también trabaja. El fijador correcto reduce ese microdesplazamiento que luego acaba en aflojamiento o fuga.
Otro punto importante es que fijar y sellar no siempre significan lo mismo. Hay productos que bloquean la tornillería y, a la vez, mejoran el sellado de la rosca metálica. Pero en instalaciones donde el objetivo principal es estanqueidad, o donde intervienen plásticos, la química adecuada puede ser otra.
Por qué funciona mejor que un bloqueo mecánico aislado
Una arandela de presión o un sistema similar actúa en puntos concretos del conjunto. El fijador anaeróbico trabaja en toda la interfaz roscada. Ese reparto cambia mucho el comportamiento real del montaje, sobre todo en vibración continua, soportes de equipos o fijaciones con acceso incómodo.
En mantenimiento, esa diferencia se nota enseguida:
- La unión mantiene mejor su estabilidad frente a vibración y pequeños ciclos de carga.
- La rosca queda más protegida frente a entrada de humedad y frotamiento entre superficies.
- El montaje se vuelve más repetible cuando la cuadrilla aplica un procedimiento claro.
Para ver el principio de trabajo en una aplicación real, este vídeo técnico ayuda a visualizar el proceso:
Lo decisivo es entender que el fijador de rosca no corrige un mal diseño de unión. Corrige una debilidad habitual de las uniones bien diseñadas pero expuestas a servicio real.
Tipos de fijadores de rosca por resistencia y color
En obra, el color ayuda a identificar familias de producto, pero no resuelve la decisión técnica. La elección correcta depende de tres cosas: carga y vibración reales, necesidad de desmontaje y estado de la superficie en el momento del montaje. Ahí es donde suelen aparecer los errores de compra y de aplicación. Se pide “azul” por costumbre, o “rojo” por miedo a que se afloje, sin revisar si la rosca llega con aceite residual, si la pieza es plástica o si en realidad lo que se busca es sellar más que bloquear.
La referencia más conocida en resistencia media sigue siendo el azul. Henkel explica que este tipo de fijador está pensado para desmontaje con herramientas manuales estándar y muestra familias disponibles en varios formatos, algo útil cuando el equipo trabaja en banco, en altura o en puntos de acceso incómodo. En esa misma línea, la guía de Henkel sobre fijadores azules describe LOCTITE 243 como apto para metales, incluidas superficies pasivas como acero inoxidable, aluminio y galvanizado. Ese detalle importa mucho en instalaciones sanitarias y soportación ligera, donde esos materiales aparecen a diario.
Comparativa rápida para decidir en obra
| Color / Resistencia | Nivel de fijación | Uso típico | Ventaja principal | Límite habitual |
|---|---|---|---|---|
| Morado o baja resistencia | Bajo | Tornillería pequeña, tapas, instrumentación, conjuntos con reapriete previsto | Permite mantenimiento frecuente sin castigar la rosca | Se queda corto si hay vibración continua o mayor solicitación |
| Azul o media resistencia | Medio | Montaje general, climatización, fontanería técnica, bastidores, soportes de equipos | Buen equilibrio entre retención y desmontaje | No siempre compensa si la unión debe quedar prácticamente permanente |
| Rojo o alta resistencia | Alto | Uniones con vocación permanente, vibración severa, equipos con acceso restringido | Reduce el riesgo de aflojamiento en servicio exigente | El desmontaje puede requerir calor y procedimiento controlado |
| Verde o penetrante | Específico | Fijaciones ya montadas, mantenimiento correctivo, geometrías donde no se desmonta para aplicar | Puede entrar por capilaridad en ciertos casos | No sirve como solución genérica de almacén ni para cualquier holgura |
| Selladores de rosca | Variable según producto | Roscas cónicas o uniones donde la prioridad es estanqueidad | Mejoran el control de fugas | No sustituyen siempre a un fijador si la función principal es bloquear tornillería |
La tabla sirve para cribar opciones. La validación final sale de la ficha técnica y del procedimiento de montaje.
Dónde acierta cada familia y qué problemas evita
El baja resistencia encaja en conjuntos pequeños y en puntos que el mantenimiento abre de forma periódica. En cuadros, tapas de registro, pequeños soportes o accesorios de instrumentación, usar una resistencia superior suele traer más coste de mano de obra que beneficio real.
El media resistencia es el rango que mejor funciona en construcción modular y montaje sanitario metálico. Mantiene la unión estable y deja margen para intervenir después sin convertir cada desmontaje en una incidencia. También es la opción que mejor tolera la realidad de obra, donde no siempre se consigue una limpieza perfecta y donde el personal necesita un producto menos sensible al error operativo.
El alta resistencia tiene sentido cuando el diseño ya asume un cierre duradero y el plan de mantenimiento contempla cómo se va a retirar la pieza si falla un componente asociado. Conviene usarlo con disciplina. Si se aplica por rutina en un soporte de equipo, en una válvula que puede sustituirse o en una fijación con acceso limitado, el ahorro inicial se convierte en horas extra de desmontaje, riesgo de dañar la rosca y parada más larga.
El verde penetrante merece una lectura aparte. Puede resolver incidencias concretas sobre montajes ya cerrados, pero no debería comprarse como sustituto universal del azul o del rojo. En almacén, este producto suele generar confusión porque el color invita a simplificar una decisión que en realidad depende de viscosidad, holgura y modo de aplicación.
El color no cubre los problemas reales de compatibilidad
En proyectos de fontanería y sanitaria, la duda no es solo qué color usar. También hay que confirmar si el producto funciona bien con aceites residuales, si la unión es metal-metal o incluye plásticos, y si la prioridad es bloquear, sellar, o ambas cosas.
En plásticos, un fijador anaeróbico estándar puede no ser la mejor elección. Puede curar mal, atacar ciertos materiales o generar una falsa sensación de seguridad si la unión necesitaba otro tipo de sellador o un producto específico de menor agresividad química. En roscas metálicas con restos de lubricante, tampoco conviene dar por hecho que cualquier fijador rendirá igual. La diferencia entre una unión estable y una reclamación por aflojamiento suele estar en esa compatibilidad, no en el color del envase.
Un error muy común en compras es homogeneizar todo el stock por código de color. La forma más segura de trabajar es clasificar por función real: fijación desmontable, fijación permanente, penetrante para mantenimiento, o sellado de roscas. Ese criterio reduce reposiciones equivocadas, evita montajes incompatibles con plásticos y ayuda a mantener una especificación coherente entre taller, obra y postventa.
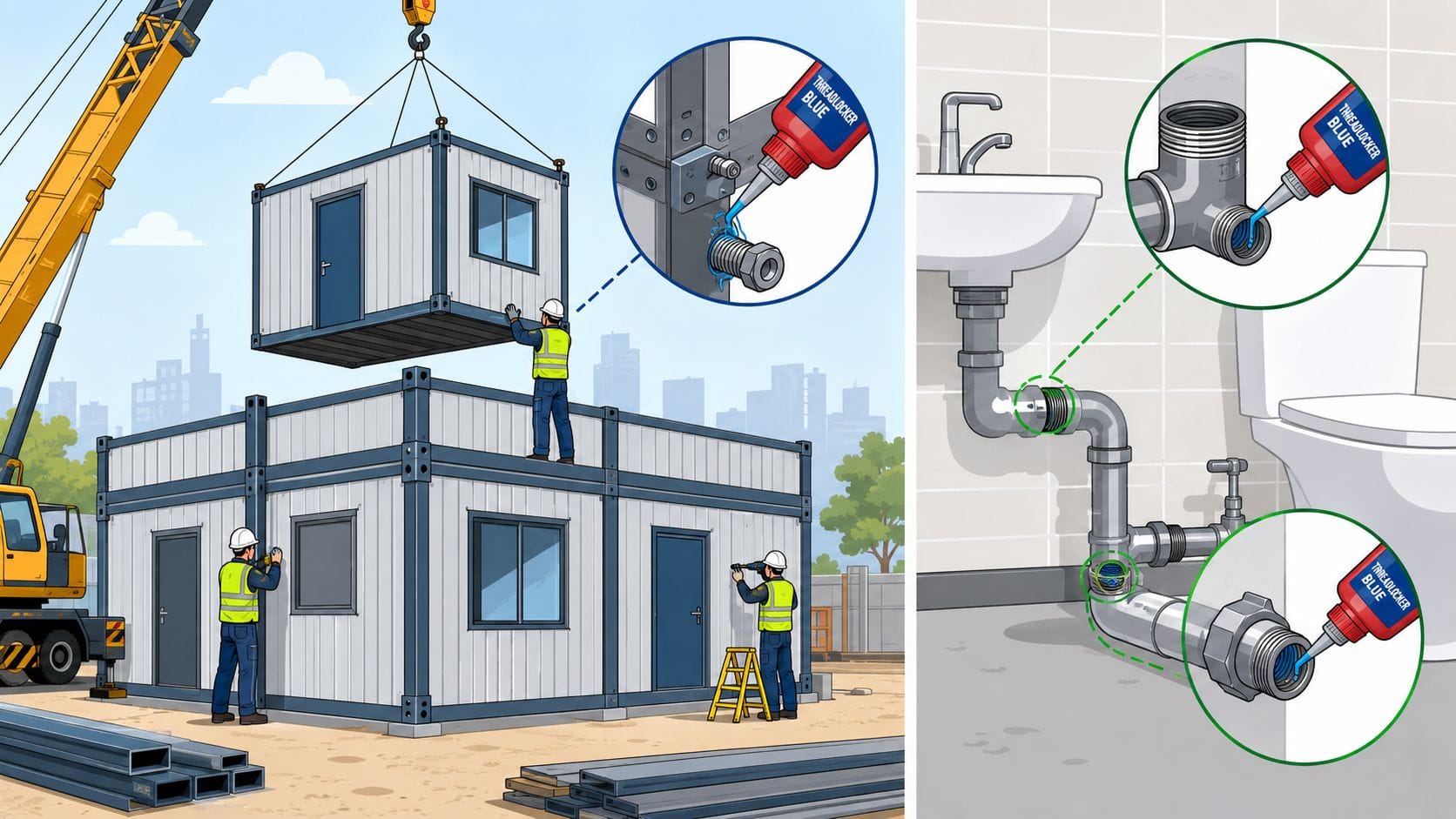
Aplicaciones clave en construcción modular y sanitaria
En construcción modular, el fijador de rosca no se elige por catálogo, sino por secuencia de montaje. Una estructura puede salir de taller correctamente armada y empezar a recibir vibración, transporte, pequeños impactos de manipulación y reajustes en obra. Si la fijación se ha planteado como si el conjunto no fuera a moverse hasta su ubicación final, aparecen holguras donde menos conviene.
Montaje modular con vibración y mantenimiento previsto
Los casos más claros están en bastidores metálicos, soportación secundaria, fijaciones de equipos de climatización y uniones que quedan detrás de registros o paneles técnicos. Ahí, una resistencia media suele encajar mejor que una alta porque mantiene la unión estable y deja margen para actuar después si hay sustitución de equipo, ajuste o inspección.
En cambio, cuando la unión forma parte de un conjunto con vocación más permanente y exposición mecánica exigente, la lógica cambia. No interesa priorizar el acceso futuro, sino la solidez final del bloqueo. Es el caso típico donde se justifica subir de resistencia, siempre que el proyecto documente cómo se desmontará esa unión si algún día hace falta.
Instalaciones sanitarias donde fijar no siempre es sellar
En instalaciones sanitarias, el error habitual no es elegir poca resistencia. Es confundir bloqueo de rosca con estanqueidad de rosca. En grifería, conexiones auxiliares, soportes de aparatos, fijaciones de accesorios o latiguillos en entornos de vibración, un fijador puede tener mucho sentido. En otras uniones, el objetivo principal no es que no se aflojen, sino que no fuguen.
Eso obliga a separar escenarios:
- Soportes, herrajes y conjuntos mecánicos. Aquí el fijador de rosca ayuda a evitar aflojamiento.
- Conexiones donde circula agua. Aquí hay que revisar si corresponde un producto de estanqueidad y si el sustrato es metálico, plástico o mixto.
- Elementos con mantenimiento previsto. Conviene no sobredimensionar la resistencia porque cada reparación futura penaliza tiempo y riesgo de rotura.
Un jefe de obra o de mantenimiento gana mucho cuando estandariza esta decisión desde el principio. Si la cuadrilla sabe qué familias se aplican en montaje modular, cuáles en sanitaria metálica y cuáles quedan excluidas en plástico, se reducen errores de campo y sustituciones improvisadas.
Guía de compatibilidad y preparación de superficies
La mayoría de las incidencias con fijador de rosca no nacen en el producto. Nacen en la compatibilidad o en la preparación. La unión parece correcta, pero la superficie llega con aceite residual, el material no cura igual de rápido o se aplica una química pensada para metal en una rosca plástica.

El error habitual con inox, aluminio y galvanizado
En metal, no todas las superficies responden igual. En España, catálogos técnicos ampliamente usados describen formulaciones como LOCTITE 243 como aptas para todos los metales, incluidas superficies pasivas como acero inoxidable, aluminio y galvanizado. Eso resuelve una parte importante del problema práctico en obra, porque evita limitar la selección a aceros más “agradecidos”.
Aun así, conviene no simplificar demasiado. Una cosa es que el producto sea compatible. Otra, que cualquier condición de montaje dé el mismo resultado. Roscas sucias, holguras mal controladas o temperaturas de aplicación poco favorables cambian el comportamiento real del curado.
La compatibilidad declarada por el fabricante no sustituye una preparación razonable de la unión.
Por eso, antes de aplicar, la comprobación útil no es solo “qué color uso”, sino esta:
- Qué material tengo delante
- Qué contaminación residual trae
- Si necesito bloquear, sellar o ambas cosas
- Si la unión deberá abrirse con mantenimiento ordinario
Aceites residuales, plásticos y decisión entre sellar o bloquear
En mantenimiento industrial real, pocas roscas llegan perfectas. Hay aceites, fluidos de corte, protección anticorrosiva o suciedad residual. Ese escenario existe y suele quedar mal resuelto en las guías generales. También por eso conviene complementar la selección de fijadores con una visión más amplia de selladores técnicos para construcción industrial y hospitalaria, sobre todo cuando la prioridad es estanqueidad y no solo anti-aflojamiento.
El punto más delicado aparece con plásticos y uniones híbridas plástico-metal. Ahí no vale trasladar sin más la lógica de la tornillería metálica. Existen productos específicos para conexiones roscadas en plástico que transportan agua, y usar un fijador estándar puede dañar la unión o no resolver la estanqueidad, tal como recoge la referencia de Manutan sobre fijador de roscas para plástico.
En campo, la decisión correcta suele seguir esta secuencia:
- Si la rosca es metálica y el problema es aflojamiento, se valora fijador de rosca.
- Si la rosca debe garantizar estanqueidad, se verifica si corresponde sellador específico.
- Si interviene plástico, se descartan automatismos y se busca química formulada para ese sustrato.
Lo que no funciona es usar “el que siempre llevamos en la caja” para todas las situaciones. Ese hábito simplifica el reparto de material, pero multiplica incidencias.
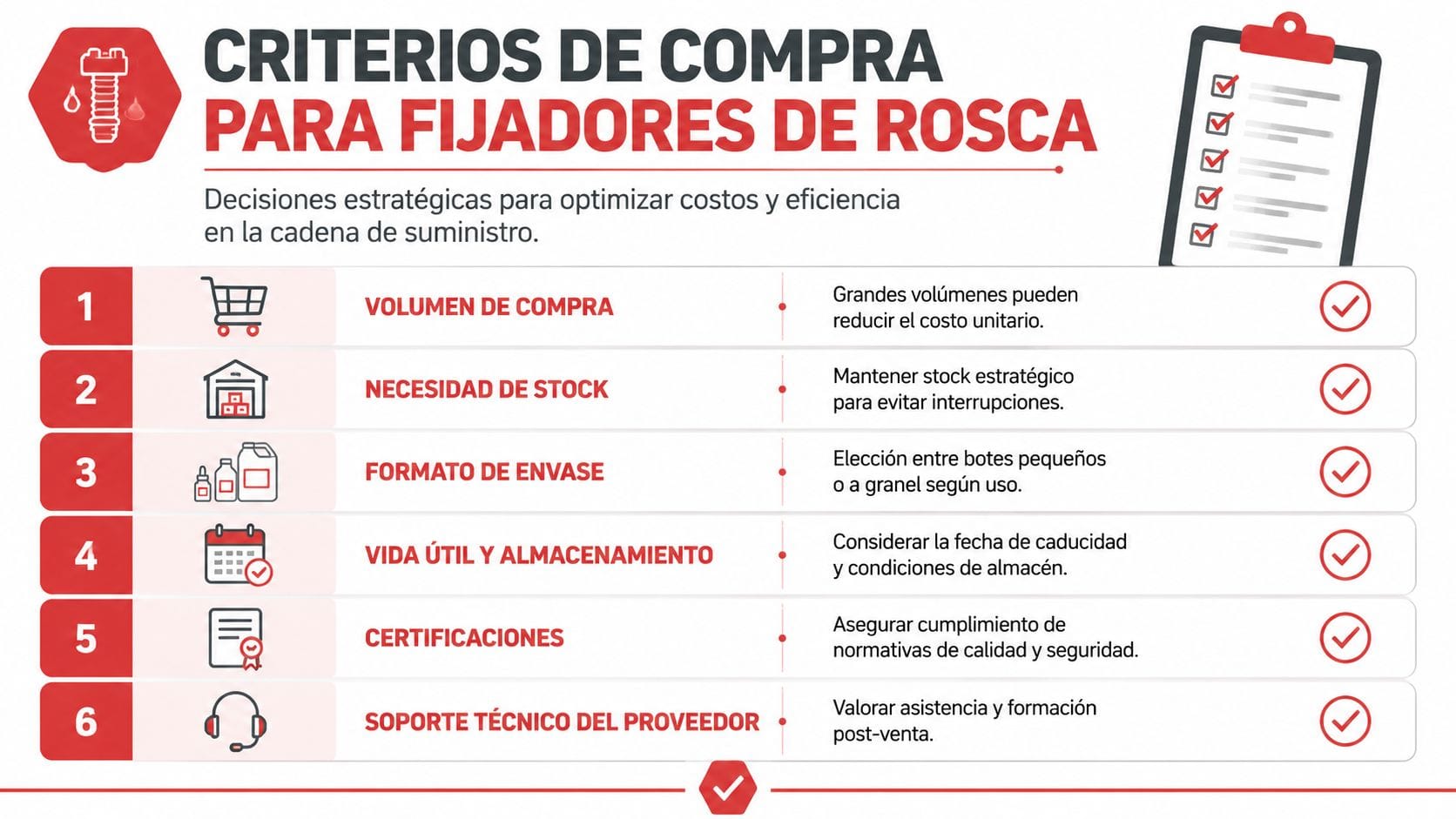
Criterios de compra para departamentos de compras y logística
Compras suele heredar una lista de referencias nacida de la costumbre. Un azul “para casi todo”, un rojo “por si acaso” y alguna referencia suelta que nadie sabe cuándo se homologó. Eso genera stock disperso, decisiones inconsistentes entre equipos y reposiciones urgentes cuando aparece una aplicación no cubierta.
La compra eficaz no empieza por la marca. Empieza por la matriz de uso. Qué uniones requieren desmontaje frecuente, qué trabajos se ejecutan en vertical, qué cuadrillas actúan en campo y qué proyectos mezclan metal con plástico o piden estanqueidad además de bloqueo.
Comprar por aplicación y no por costumbre
Cuando el mantenimiento es frecuente, un fijador de baja resistencia y comportamiento tixotrópico tiene mucho sentido. CEYS clasifica su Especial Fijatornillos como un anaeróbico de baja resistencia, de un solo componente y tixotrópico, con viscosidad de 1200–1500 cP y peso específico de 1,05 a 25 ºC, según la ficha técnica de CEYS Especial Fijatornillos. En compras, esto importa porque una formulación así reduce el goteo en montaje vertical y evita que se imponga una referencia demasiado agresiva a trabajos de reapriete periódico.
Una política de compras razonable distingue, al menos, estas familias:
- Montaje general y mantenimiento estándar. Conviene una referencia versátil y fácil de reponer.
- Intervención frecuente y verticalidad. Interesa baja resistencia con buen control de aplicación.
- Uniones exigentes o más permanentes. Se reserva alta resistencia para casos justificados.
- Materiales especiales. Plástico, híbridos o necesidades de estanqueidad requieren otra lógica.
Cómo reducir referencias sin equivocarse de química
Reducir SKU no significa comprar un único producto para todo. Significa eliminar duplicidades inútiles y mantener una cobertura clara por caso de uso. También ayuda revisar el conjunto de tornillería y accesorios asociados. Una referencia química bien elegida pierde valor si luego la unión se resuelve con elementos roscados de criterio heterogéneo, como ocurre en compras fragmentadas de tuerca DIN 934 para montaje y reposición técnica.
El responsable de compras debería pedir siempre estas respuestas antes de homologar una referencia:
- Qué mantenimiento tendrá la unión
- Qué materiales son habituales en obra
- Qué formatos necesita cada equipo
- Qué condiciones de almacén y rotación puede garantizar
El mejor stock no es el más amplio. Es el que evita tanto la rotura de suministro como la aplicación incorrecta en campo.
El formato también influye. En taller puede interesar una presentación pensada para repetición. En mantenimiento de campo, una geometría que controle mejor la aplicación puede ahorrar producto, ensuciar menos y reducir errores. Esa conversación rara vez se tiene, y luego se compensa con consumo excesivo.
Métodos correctos de aplicación y retirada segura
Una unión roscada rara vez falla por falta de producto. Falla por aplicar el producto equivocado, en el punto equivocado, sobre una superficie mal preparada o sin respetar el tiempo real de puesta en servicio. En obra y en mantenimiento, ese error termina en fugas, tornillos gripados o desmontajes que obligan a sustituir piezas que podían haberse conservado.
Aplicación correcta sin exceso ni falta de producto
La aplicación debe seguir una rutina estable. No para cumplir un protocolo en papel, sino para que cada cuadrilla monte igual y la unión responda igual.
- Comprobar el estado de la rosca. Si hay filetes dañados, deformación, corrosión o rebabas, el fijador no corrige el defecto mecánico. Primero se recupera o se sustituye la pieza.
- Preparar la superficie según el material y el servicio. En metal con aceite residual, conviene confirmar que el producto tolera contaminación ligera. En plásticos, hay que verificar compatibilidad química antes de aplicar. No todos los anaeróbicos sirven, y el error aquí suele acabar en fisuración o curado deficiente.
- Definir si la unión necesita bloqueo, estanqueidad o ambas cosas. En instalaciones sanitarias esta diferencia importa. Una rosca puede requerir evitar aflojamiento por vibración, sellar frente a fugas o resolver ambas funciones con productos distintos.
- Depositar el producto en los filetes que realmente trabajan. El objetivo es llenar la holgura entre roscas. Aplicarlo por fuera, sobre la cabeza o en exceso solo ensucia, aumenta consumo y complica el desmontaje.
- Montar y apretar sin retrasos. La unión debe cerrarse con el par previsto y sin dejar el producto expuesto más tiempo del necesario.
- Respetar el curado antes de cargar la unión. Si la pieza va a vibrar, recibir presión o entrar en servicio hidráulico demasiado pronto, el montaje queda comprometido aunque el apriete haya sido correcto.
En líneas de montaje o en mantenimiento recurrente, conviene dejar tres datos por escrito: qué referencia se usa, cuánto se aplica y a partir de qué momento la unión puede entrar en servicio. Ese control reduce incidencias y también reduce consumo innecesario.
Retirada segura según resistencia
El desmontaje debe decidirse antes del montaje. Si una unión va a requerir mantenimiento periódico, usar alta resistencia por costumbre es una mala decisión técnica y económica.
Las resistencias bajas y medias suelen permitir desmontaje con herramienta manual, siempre que la rosca no se haya corroído y el producto se haya elegido para ese escenario. La alta resistencia exige otro enfoque. Como se indicó antes en el artículo, los fijadores de este grupo están pensados para uniones donde no se espera apertura frecuente. Si más tarde se intenta soltar en frío una fijación de ese tipo, aparecen los problemas habituales: cabezas redondeadas, espárragos partidos, soportes fisurados y horas de intervención perdidas.
La retirada segura pasa por un criterio simple:
- Identificar la resistencia aplicada antes de intervenir.
- No forzar una unión de alta resistencia en frío si el fabricante prevé desmontaje asistido por calor.
- Aplicar calor de forma localizada y controlada para ablandar el polímero sin castigar juntas, recubrimientos, plásticos cercanos o elementos sensibles.
- Desmontar con la herramienta adecuada y con apoyo correcto sobre la cabeza o el perfil.
- Limpiar y revisar la rosca tras el desmontaje antes de volver a montar, sobre todo si se va a cambiar de producto o de criterio de sellado.
En instalaciones mixtas, con metal, plástico técnico y accesorios sanitarios en la misma intervención, este punto merece atención. El calor que ayuda a retirar un fijador fuerte en una unión metálica puede dañar un componente polímero situado a pocos centímetros. Por eso conviene separar bien los casos de uso desde compras y desde oficina técnica, no resolverlos todos con la misma referencia.
El fijador de rosca da buen resultado cuando forma parte del diseño de la unión, del plan de mantenimiento y del criterio de compra. Aplicado sin ese control, solo desplaza el coste al desmontaje.
Si necesita definir una gama coherente de fijadores, selladores y tornillería para obra modular, instalaciones hospitalarias o mantenimiento técnico, Mobel Suministros S.L. puede ayudarle a seleccionar referencias compatibles con su operativa, centralizar compras y reducir errores de aplicación en campo.