Una broca que falla en inoxidable casi nunca falla sola. Detrás suele haber un operario parado, una escalera ocupada más tiempo del previsto, una pieza marcada que quizá ya no se puede aprovechar y un jefe de obra preguntando por qué una tarea sencilla se ha convertido en un cuello de botella.
La escena se repite en mantenimiento, climatización, fontanería y montaje metálico. Se intenta abrir paso en una chapa, una bancada o un soporte de acero inoxidable con una broca “para metal” genérica. El taladro gira, la punta patina, aparece calor, el filo pierde corte y en pocos segundos la herramienta queda inutilizada. El problema no es menor. Cuando la perforación se repite decenas de veces, elegir mal un consumible barato acaba costando mano de obra, reposición urgente y desorganización de stock.
Para un responsable de compras o un jefe instalador, las brocas para acero inoxidable no deberían tratarse como un accesorio indiferenciado. Son una decisión técnica con impacto directo en productividad, seguridad de ejecución y coste total de cada intervención. La diferencia entre comprar por precio o comprar con criterio se nota en la obra, no en la etiqueta del expositor.
Tabla de contenido
- Introducción: Cuando una simple broca paraliza un gran proyecto
- Entendiendo al enemigo: Por qué el inoxidable desafía a las brocas
- La broca ideal: Materiales, recubrimientos y geometría
- Técnica de taladrado eficiente para resultados profesionales
- Más allá del precio unitario: Criterios de compra para responsables técnicos
- Preguntas Frecuentes (FAQ) sobre brocas para acero inoxidable
Introducción: Cuando una simple broca paraliza un gran proyecto
Un equipo llega a obra con material correcto, replanteo claro y el oficio bien resuelto. Solo falta perforar varios soportes de inoxidable para rematar una instalación. Sobre el papel, es una tarea rápida. En la práctica, basta una elección pobre de herramienta para que el ritmo se rompa por completo.
Primero cae una broca. Luego otra. El operario aumenta presión pensando que el problema es de empuje. El taladro trabaja peor, la pieza se calienta y el agujero sale descentrado o directamente no sale. Mientras tanto, alguien tiene que bajar a por más consumible, revisar si queda stock compatible y decidir si compensa seguir o reprogramar la partida.
Ahí aparece el coste que muchos departamentos no ven cuando comparan referencias solo por precio unitario. No se compra una broca. Se compra capacidad de perforar inoxidable de forma repetible, limpia y sin improvisaciones.
Una broca barata que obliga a parar no ahorra. Solo traslada el coste desde compras a producción.
En entornos como instalaciones hospitalarias, salas técnicas, cocinas industriales, equipamiento sanitario o reforma industrial, el inoxidable no es una excepción. Es un material habitual. Por eso la compra de brocas para acero inoxidable no debería resolverse con una referencia genérica de “metal” ni con el criterio de siempre se ha usado esta.
Conviene mirar la herramienta como se mira una válvula crítica o un anclaje estructural. Si la aplicación exige precisión, repetición y control de tiempos, la broca debe responder a una prescripción técnica concreta. Material base, geometría, recubrimiento y forma de uso importan tanto como el diámetro.
Entendiendo al enemigo: Por qué el inoxidable desafía a las brocas
El acero inoxidable tiene buena fama en obra y taller por motivos lógicos. Resiste la corrosión, mantiene presencia visual y aguanta bien en entornos exigentes. Precisamente esas virtudes son las que lo convierten en un material incómodo de perforar cuando se trabaja con herramientas o parámetros incorrectos.
El error de tratar el inoxidable como un acero más
Muchos fallos empiezan por una suposición equivocada. Se piensa que si una broca funciona aceptablemente en acero al carbono, también debería rendir en inoxidable. No suele pasar.
El inoxidable castiga más el filo. Si la broca no muerde desde el principio, el operario empieza a rozar en vez de cortar. Y cuando se roza un material así, el punto de contacto se vuelve más hostil para la siguiente pasada. El resultado es una espiral mala: menos corte, más temperatura, más desgaste y más tendencia a forzar la máquina.
En campo se reconoce rápido. La broca “canta”, saca poca viruta útil y deja un tono azulado o signos claros de sobrecalentamiento. No es un problema de mala suerte. Es el comportamiento típico de una combinación errónea entre material, geometría y técnica.
Calor concentrado y filo destruido
El segundo factor crítico es el calor. El inoxidable genera mucha fricción en perforación y ese calor perjudica directamente a la punta. Cuando la temperatura sube demasiado, el filo pierde eficacia y la vida útil cae de forma abrupta.
Por eso en la práctica no funciona la lógica de ir más rápido para terminar antes. En inoxidable, acelerar sin control suele equivaler a quemar la broca antes de completar una serie de agujeros.
Regla práctica: si la herramienta está puliendo la superficie en lugar de sacar viruta de forma estable, el proceso ya va mal aunque el agujero acabe saliendo.
Este comportamiento explica por qué las recomendaciones técnicas españolas insisten en una broca específica para materiales duros, no en una broca universal. También explica por qué la refrigeración y la velocidad baja no son ajustes finos para profesionales meticulosos. Son la base para que el proceso sea viable.
Hay otra consecuencia importante para compras. Cuando una cuadrilla consume brocas con demasiada rapidez en inoxidable, no siempre falta disciplina en la ejecución. A menudo falta una prescripción realista del consumible. El problema se intenta corregir en obra, pero nació antes, en la selección del producto.
La broca ideal: Materiales, recubrimientos y geometría
Elegir bien aquí evita dos costes que compras sufre enseguida. Reposición excesiva y tiempos muertos en instalación. En inoxidable, la broca correcta no se decide por el precio unitario ni por una etiqueta genérica de “metal”. Se define por tres factores que deben venir alineados en la ficha técnica: material base, geometría y recubrimiento.
Material base que sí soporta producción real
La HSS convencional cumple en trabajos generales y en metales menos problemáticos. En inoxidable, sobre todo si hay repetición, suele quedarse corta por resistencia térmica y por estabilidad del filo. El resultado en obra es conocido: más cambios de broca, más presión del operario para “hacerla entrar” y más variación entre agujeros.
La referencia habitual en entornos profesionales pasa por HSS-Co 5, HSS-Co 8 o, en escenarios de alta exigencia, metal duro. En las brocas al cobalto, ese cobalto forma parte de la aleación de la herramienta. No es un simple acabado superficial. Por eso mantienen mejor el rendimiento cuando el inoxidable castiga el filo con calor y fricción.
Conviene traducirlo a un criterio de compra claro:
- HSS estándar. Apta para mantenimiento ocasional o metal común. En inoxidable repetitivo, rara vez ofrece el mejor coste final.
- HSS-Co 5. Buena elección para instaladores y mantenimiento técnico con uso frecuente y necesidad de reposición razonable.
- HSS-Co 8. Sube un nivel en resistencia al desgaste. Tiene sentido cuando el equipo perfora inox con regularidad y no interesa parar para cambiar broca antes de tiempo.
- Metal duro. Encaja en producción, series largas o exigencias altas de precisión. Pide también una máquina estable y una ejecución controlada.
La diferencia práctica no está en “comprar lo más caro”. Está en pedir lo que aguanta el volumen real de trabajo. Para una cuadrilla que hace unos pocos taladros aislados al mes, una especificación sobredimensionada puede no compensar. Para una empresa que instala envolventes, soportes o fijaciones en inoxidable semana tras semana, quedarse corto sale más caro.
Geometría que influye en cada agujero
La geometría decide cómo entra la broca, cómo evacua la viruta y cuánto castiga el filo. En inoxidable conviene trabajar con una punta más preparada para materiales duros, no con la geometría básica de una broca de uso universal.
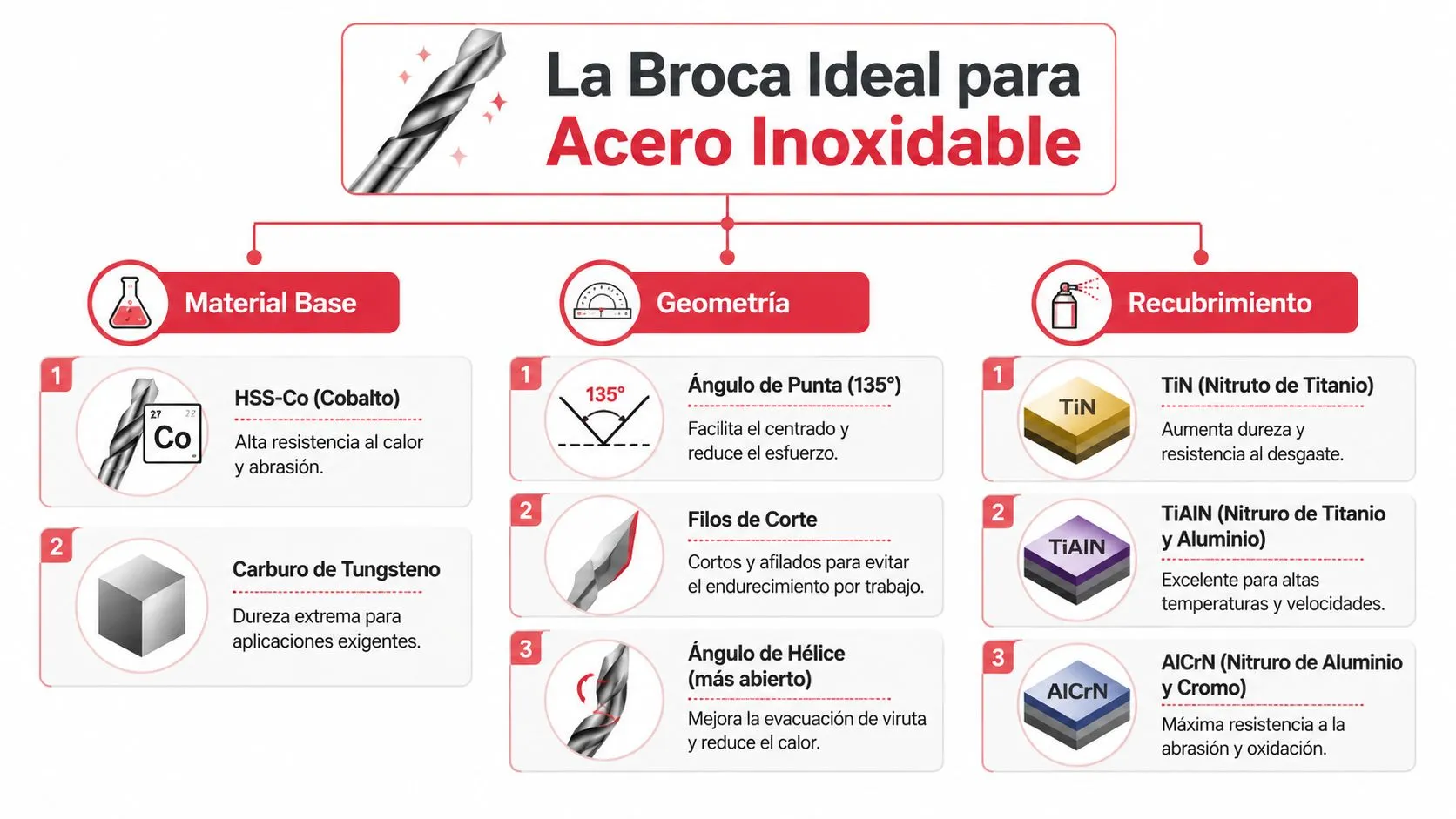
RUKO recomienda para acero inoxidable brocas helicoidales tipo H, con ángulo de punta de 130° a 135°, ángulo de hélice de 20° a 40° y calidades HSSE-Co 5, HSSE-Co 8 o metal duro, además de recubrimientos como TiAlN para mejorar la resistencia al calor y al desgaste, según su guía técnica sobre taladro giratorio para acero inoxidable.
Ese detalle técnico sí cambia el resultado en obra.
| Elemento | Qué conviene pedir | Impacto real |
|---|---|---|
| Material | HSSE-Co 5, HSSE-Co 8 o metal duro | Mejor resistencia al desgaste y a la temperatura |
| Punta | 130° a 135° | Entrada más estable en material duro |
| Hélice | 20° a 40° | Evacuación de viruta más controlada |
| Recubrimiento | TiAlN o superior | Menor sufrimiento térmico del filo |
Si la oferta solo dice “broca para metal”, la especificación está abierta a errores. Y ese error no se detecta en compras. Se detecta cuando el instalador ya está en cubierta, en sala técnica o en taller, perdiendo tiempo con una herramienta que no corresponde al trabajo prescrito.
En perforación sobre hormigón o fábrica, el criterio cambia por completo y hay que pasar a otra familia de herramienta, como una broca SDS Plus para perforación de mampostería y soportes minerales. Mezclar ambas aplicaciones en una misma compra suele generar incidencias evitables.
Recubrimientos que aportan valor de verdad
El recubrimiento suma, pero no corrige una mala base. Si el material y la geometría son pobres, el acabado exterior no resolverá el problema. En inoxidable, el recubrimiento útil ayuda a soportar temperatura, abrasión y desgaste progresivo del filo.
Por eso conviene pedir datos concretos y no descripciones comerciales ambiguas. “Titanio” sin especificar poco ayuda. “Acabado dorado” no sirve como criterio técnico. Lo que compras necesita validar es el conjunto completo.
Una prescripción bien cerrada reduce sustituciones erróneas y discusiones con proveedores. En entornos profesionales, una ficha útil debería indicar al menos tipo de broca helicoidal, calidad HSSE-Co o superior, rango de ángulo de punta apto para inoxidable y recubrimiento mínimo requerido. Ese nivel de detalle mejora la repetibilidad, protege el coste total de propiedad y evita que una referencia aparentemente equivalente termine penalizando toda la instalación.
Técnica de taladrado eficiente para resultados profesionales
La mejor broca del almacén puede arruinarse en segundos si la técnica es mala. En inoxidable, el proceso de ejecución pesa tanto como la calidad de la herramienta.
La secuencia recomendada en España es muy concreta: fijar la pieza con rigidez, marcar con punzón, abrir un agujero piloto con una broca menor y taladrar después a baja velocidad con avance constante, usando refrigerante o aceite de corte porque el inox genera mucho calor por fricción, tal como explica la guía de Teminsa sobre cómo perforar acero inoxidable con broca.
Preparación antes del primer giro

La pieza debe quedar inmovilizada de verdad. No apoyada “más o menos” ni sujeta a mano. Si vibra, la broca patina, el filo sufre y el agujero pierde precisión.
Después viene el punteado. Ese pequeño gesto evita que la punta baile al empezar. En inox importa mucho porque el material no perdona una entrada indecisa.
El agujero piloto también ahorra problemas. No solo guía la broca final. Reduce esfuerzo inicial y ayuda a mantener una trayectoria más limpia, especialmente cuando el diámetro final ya exige cierta carga de corte.
Para completar la preparación, el operario debe llevar EPI adecuados. En perforación metálica hay viruta, proyección y riesgo ocular. No es negociable trabajar sin gafas de protección para trabajo en operaciones de mecanizado y montaje.
Cómo taladrar sin quemar la herramienta
Este vídeo muestra bien la lógica del proceso cuando se hace con control:
Una vez iniciado el taladrado, el criterio correcto es baja velocidad y avance constante. La broca debe cortar. Si solo gira deprisa sobre el punto, genera calor y arruina el filo.
Conviene observar la viruta. Una viruta coherente indica que el corte está trabajando. Cuando sale muy poco material o aparece humo, hay que corregir. Lo normal es reducir revoluciones, asegurar mejor la presión o mejorar la refrigeración.
La lubricación también cambia el resultado. Aceite de corte, taladrina o un lubricante adecuado ayudan a evacuar temperatura y reducen fricción. Taladrar en seco puede resolver una perforación puntual, pero en inox repetitivo suele salir caro.
En inoxidable, el ritmo bueno no es el más rápido. Es el que termina la serie sin castigar herramienta ni pieza.
Errores de ejecución que encarecen cada agujero
Los fallos más caros no siempre son espectaculares. Son hábitos malos que se repiten:
- Aumentar revoluciones para “ayudar” a la broca. Suele empeorar el resultado.
- Forzar cuando el filo ya no corta. Eso daña la broca y puede deformar la zona de trabajo.
- Entrar sin punteado. Se pierde precisión desde el primer segundo.
- Omitir el agujero piloto en diámetros exigentes. La broca final entra peor y trabaja con más esfuerzo.
- No interrumpir para evacuar viruta en perforaciones más comprometidas. La herramienta se recalienta y trabaja peor.
En taller, estos errores se corrigen con formación y procedimiento. En obra, se corrigen además con una selección de herramienta que no obligue al operario a improvisar. Si para conseguir un agujero limpio hace falta “tener mucha mano”, la solución elegida no está bien escalada para un entorno profesional.
Más allá del precio unitario: Criterios de compra para responsables técnicos
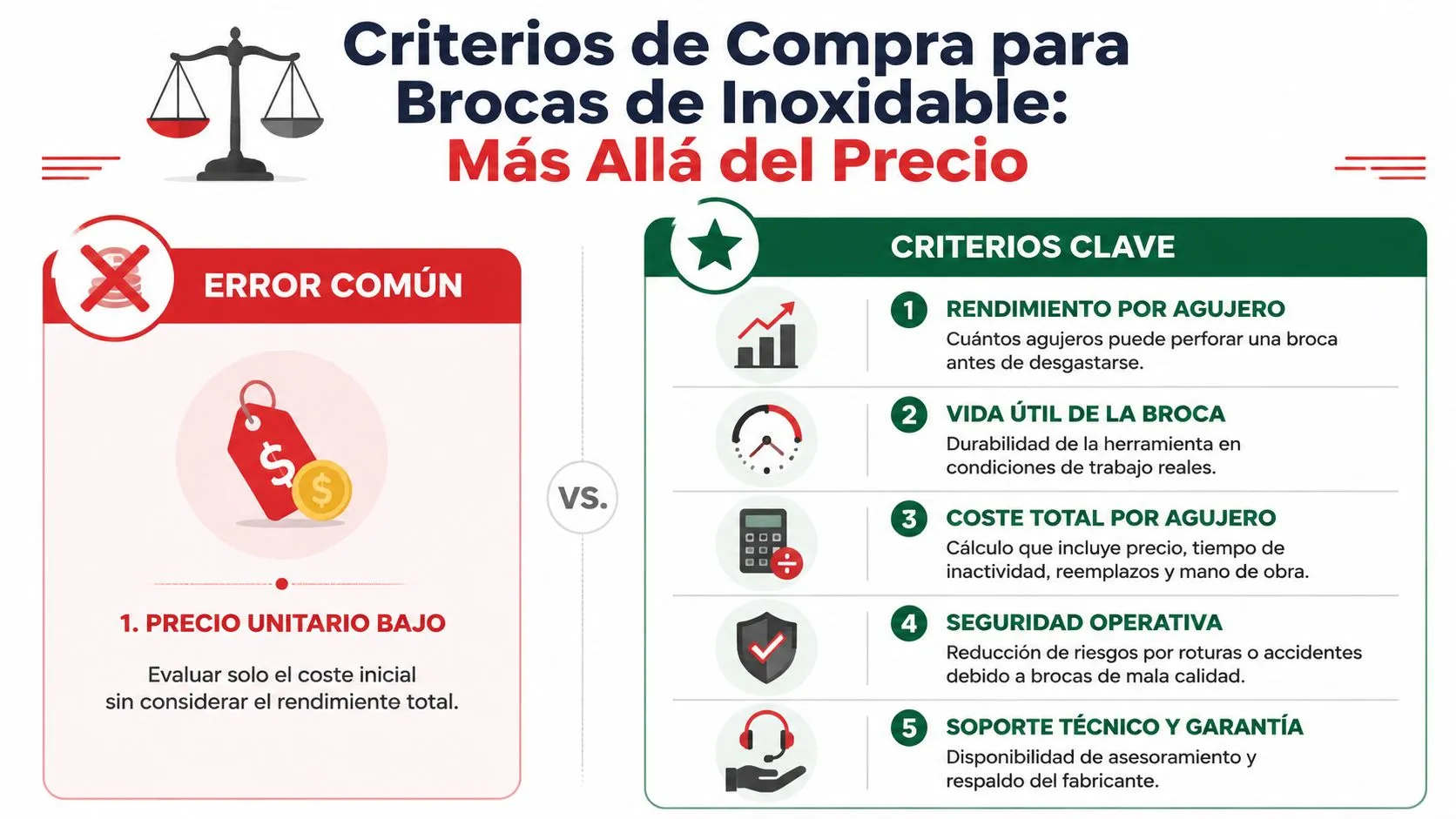
Un departamento de compras no debería preguntar solo cuánto cuesta la broca. Debería preguntar cuánto cuesta perforar bien con esa broca en condiciones reales de trabajo.
La mayoría de contenidos técnicos se quedan en “HSS-Co”, “135°” y poco más. Falta traducir esas especificaciones a decisión B2B. De hecho, se reconoce que la cobertura disponible rara vez baja a la comparación cuantificada de vida útil o coste por agujero entre HSS-Co, titanio y carburo en series repetitivas, que es justo la duda que más valor aporta a instaladores y compras profesionales, como señala Tivoly en su contenido sobre geometrías de broca HSS.
Comprar por coste total y no por precio suelto
En obra, una broca mala no solo se gasta antes. También consume tiempo de operario, multiplica cambios, obliga a bajar al almacén, empeora el acabado y puede dañar piezas ya presentadas. Todo eso forma parte del coste real.
Un enfoque útil para compras consiste en revisar cada referencia con estas preguntas:
- Cuántas incidencias genera. Si una broca obliga a rectificar agujeros o sustituir consumible a mitad de partida, el precio inicial deja de importar.
- Cómo se comporta en repetición. El inox puntual y el inox diario no se compran igual.
- Qué dependencia crea del operario experto. Una referencia que solo funciona en manos muy entrenadas complica escalado y continuidad.
- Qué impacto tiene en stock. Menos familias de producto, pero mejor especificadas, suele dar más control que muchas referencias solapadas.
- Cómo responde el proveedor ante reposición y trazabilidad. En B2B, la continuidad de suministro pesa tanto como la ficha técnica.
Criterio de compras: si dos brocas parecen equivalentes pero una trabaja con menos incidencia y menos variabilidad entre operarios, esa suele ser la opción más rentable.
Este enfoque también ayuda a discutir internamente con producción. Compras deja de defender un coste de adquisición y pasa a defender estabilidad operativa.
Qué debe figurar en una especificación de compra
Una petición bien hecha reduce errores de aprovisionamiento. En inoxidable, la especificación no debería quedarse en diámetro y longitud.
Conviene incluir, como mínimo:
| Campo | Qué conviene definir |
|---|---|
| Aplicación | Perforación en acero inoxidable |
| Material de broca | HSS-Co o metal duro, según exigencia |
| Geometría | Punta apta para inox |
| Recubrimiento | Exigir recubrimiento adecuado al calor |
| Formato de suministro | Unidades, juego o reposición por diámetros críticos |
| Uso previsto | Mantenimiento, instalación repetitiva o producción |
Si el consumo se concentra en unos pocos diámetros, tiene sentido tratarlos como referencia crítica y no como consumible genérico. Eso permite negociar mejor reposición, mantener stock útil y evitar compras reactivas de última hora.
En entornos móviles, también conviene organizar las brocas por familias de uso dentro de un maletín de herramientas preparado para trabajo técnico en obra y mantenimiento. Cuando la cuadrilla identifica rápido qué referencia corresponde a inox, baja la improvisación y sube la consistencia.
Cuándo reafilar y cuándo sustituir
Reafilar puede tener sentido, pero no siempre. Si la broca forma parte de un proceso crítico y necesita mantener geometría concreta, el reafilado debe hacerse con criterio. Un mal reafilado cambia el comportamiento de la herramienta y borra las ventajas por las que se compró.
En muchas operaciones de campo, la sustitución resulta más razonable que intentar alargar artificialmente una broca agotada. Sobre todo cuando el tiempo de mano de obra y el riesgo de error cuestan más que la herramienta. En cambio, en taller con control de proceso, el reafilado puede entrar en la estrategia siempre que se mantenga la geometría adecuada para inox.
La decisión correcta no depende de una regla única. Depende del valor del tiempo, de la repetición del trabajo y del nivel de exigencia del agujero.
Preguntas Frecuentes (FAQ) sobre brocas para acero inoxidable
¿Se nota de verdad la diferencia entre cobalto al 5 % y al 8 %?
Sí, pero la compra no debería decidirse solo por ese dato.
En inoxidable, una broca con más cobalto suele ofrecer mejor resistencia térmica y aguanta mejor el trabajo repetitivo, sobre todo si hay espesores medios, perforaciones seguidas o condiciones de obra poco favorables. Aun así, el resultado final depende también de la geometría, del afilado real y de cómo se usa en campo. Una referencia bien diseñada y bien aplicada puede dar mejor TCO que otra con una cifra más alta en la etiqueta pero peor comportamiento real.
Para compras técnicas, la pregunta útil es otra. ¿Qué referencia mantiene rendimiento estable durante más agujeros válidos y menos incidencias de sustitución prematura?
¿Sirven estas brocas para otros metales?
Sí. Una broca pensada para inoxidable suele trabajar bien en acero al carbono, chapa galvanizada o perfiles metálicos menos exigentes, siempre que se ajuste velocidad y presión.
Lo que encarece el trabajo es usar el criterio contrario. Una broca generalista para metal puede resolver una tarea puntual, pero en inox suele fallar antes, calienta más y obliga a rehacer. En una empresa instaladora, ese error no se mide solo en brocas gastadas. Se mide en paradas, retrabajos y decisiones improvisadas en obra.
Por eso conviene separar referencias. Un grupo para inox y otro para metal general.
¿Qué hacer si no hay refrigerante líquido en obra?
Reducir velocidad, controlar más la presión y evitar series largas.
Funciona como medida de contingencia, no como proceso estándar. Taladrar inoxidable en seco aumenta la temperatura de corte, acorta la vida de la broca y hace más probable el endurecimiento superficial del material. A partir de ahí, cada agujero siguiente cuesta más.
Si el equipo perfora inox con frecuencia, conviene resolverlo como tema de suministro y no dejarlo a la costumbre de cada operario. Un sistema simple de lubricación cuesta poco frente al tiempo perdido por brocas quemadas o perforaciones que no salen a la primera.
Si la cuadrilla trabaja a menudo sobre inoxidable, el refrigerante forma parte del proceso y del coste real por agujero.
¿El color dorado garantiza calidad?
No garantiza nada por sí solo.
Hay brocas doradas por recubrimiento y otras por acabado superficial. Ese aspecto visual no confirma ni el material base, ni la precisión del rectificado, ni si la herramienta está pensada para inox. En compra profesional, basarse en el color lleva a errores evitables, sobre todo cuando se compara producto de catálogos distintos.
Lo correcto es revisar la ficha técnica. Material, geometría, tolerancias y aplicación prevista.
¿Puedo usar la misma estrategia de compra para todo el equipo?
Solo funciona en entornos muy homogéneos, y en instalación, mantenimiento u obra eso rara vez ocurre. No desgasta igual una broca un técnico de mantenimiento correctivo que una cuadrilla de montaje en serie o un equipo que perfora en altura con herramientas portátiles.
La estrategia que mejor controla coste y disponibilidad suele segmentar por uso real. Referencias críticas para inoxidable, stock mínimo para diámetros de alta rotación y criterios claros de reposición. Así se evita pagar barato por unidad y caro en consumo, incidencias y urgencias.
Si su equipo necesita definir una compra técnica con criterio, Mobel Suministros S.L. puede ayudarle a convertir una necesidad de obra en una especificación clara, con enfoque en disponibilidad, control de stock y eficiencia real para instaladores, constructoras y responsables de compras.